Team Diamondback's Aluminum Alloy Design Competition - 6010T6 Aluminum
by Team_DiamondBack in Workshop > Metalworking
1163 Views, 13 Favorites, 0 Comments
Team Diamondback's Aluminum Alloy Design Competition - 6010T6 Aluminum


Team DiamondBack cast and processed a 6010T6 Aluminum alloy to maximize 0.2% yield strength, ductility, and electrical conductivity for the Aluminum Alloy Design Competition in MSE 3331.
The initial competition requirements were to produce and work an aluminum alloy consisting of at least 90% aluminum. Allowable alloying elements consisted of silicon, magnesium, iron, nickel, copper, zinc, titanium, chromium, and manganese (each with a limit an allowable composition percentage). It would be worked down to 2.5mm thickness in order to cut mini tensile bars for testing.
Supplies






.jpeg)


Alloying Contents
- Aluminum: Aluminum foil and commercially pure aluminum pellets
- Manganese: 60% Mn - 40% Al
- Copper: 99.9% Cu shot
- Silicon: 50% Si - 50% Al
- Magnesium: 50% Mg - 50% Al
Tools and Miscellaneous
- Induction furnace and necessary casting equipment
- Metallography equipment
- Imaging capable optical microscope
- High temperature lab furnace
- Water-jet tensile bar cutter
- Tensile testing apparatus
- Rockwell Hardness Tester
- Electrical conductivity tester
Alloy Selection






The team chose a 6010-T6 for a few reasons, but the main reason being the great balance between the 3 requirements. This alloy holds sufficient values in the 3 of the areas being tested while not being difficult to work on. Another reason this alloy was desireable was because of the flexibility in adjusting those parameters during processing. The team had to remove some alloying elements due to quantities being so low, they be added to the cast as they could cause potential issues. Therefore, some elements were rounded up in composition instead. The final composition ended up being 96% aluminum, 1.25% of magnesium, 0.5% copper, 1% manganese and 1.25% silicon. This alloy was chosen because of how forgiving it is when casting and processing it. This mostly comes from the low alloy content which makes it a little more forgiving but usually has trades off in other areas.
Thermomechanical Processing Selection

The chosen process schematic was intended to produce an alloy to achieve the hypothetical Granta software properties:
-Yield Strength (0.2% offset): 344 MPa - 380 MPa
-Elongation: 10.6% - 12.4%
-Conductivity: 43.1%IACS - 44.9%IACS
-Homogenization: The casts were homogenized to evenly distribute the alloying components throughout the entire billet. This would achieve compositional homogeneity through the cast samples. This was done at 480°C for 48 hours.
-Hot Rolling: The samples underwent hot rolling down to the 2.5mm thickness required to be cut into mini tensile bars. Cold rolling was not considered in order to preserve ductility or conductivity. The rolling temperature was 425°C.
-Solution Heat Treat: The samples underwent heat treatment at 525°C for 12 hours and were quenched in order to freeze precipitates in their disordered state.
-Artificial Aging: This step is to achieve precipitate hardening. It grows the precipitates which increases the yield strength. This was done at varying times, 30 minutes, 1 hour, 1.5 hours, and 2 hours. Pulling the samples out at varying times with a constant 205°C temperature allowed for an aging curve to be produced to evaluate what sample had the optimal properties for the final contest.
Casting


.jpeg)



The necessary master alloys were measured out and prepared to be added. The magnesium had to be wrapped in aluminum foil with near to no air trapped inside. If the magnesium was added without this precautionary step, there would be a violent reaction with the air. This amount of aluminum foil was accounted for in the composition calculations.
First off the aluminum was melted in the induction furnace in a graphite crucible, since it is the bulk component of the alloy. Once it melted the minor components were added. The steel molds were preheated to avoid damage to the molds and casts.
The team chose to do two casts due to a large shrinkage hole that went through the entire top half of the cast. The second cast was an improvement and had no visible internal cracking.
Homogenization



Both casts were placed in the furnace for 48 hours at 480°C to homogenize.
Hot Rolling

The bottom half of cast 1 and all of cast 2 were used after this point. The casts were rolled at 425°C and reduced to 2.5mm from 12.5mm. The rollers were coated with a boron nitride spray to make the aluminum roll through easier.
Solution Heat Treat

The rolled pieces were cut into pieces producing 9 total "plates". All of the samples were placed in a furnace at 525°C for 12 hours to solutionize. At the end of the 12 hours, the samples were pulled out and quenched to room temperature.
Aging



6 of the 9 plates were placed in a furnace at 205°C for different amounts of time. One sheet was for 30 minutes, 2 sheets for 1 hour, 2 sheets for 1.5 hours, and 1 sheet for 2 hours. The other three plates were not aged due to the following reasons:
- Two plates (one is pictured - C1B) had extensive cracking from rolling.
- One place was saved in the case of having to an alternative aging time if the properties observed were not up to par.
Three plates were sent to be cut into tensile bars: a 30-minute, 1-hour, and 1.5-hour aged plate. They are labeled CDME in red marker. The other three plates and a part of the 30-minute plate were saved for testing purposes, this was done to be efficient in time and ensure the tensile bars were cut in time for the contest date.
Metallography and Microscopy






A sample was cut from cast 1 and cast 2(as-cast) and were prepared according to ATSM E3-11 standards. A sample was prepared according to ATSM E3-11 for a hot rolled sample, 1hr aged, 1.5hr and 2hr. The hot rolled and aged samples were etched according to Papageorge 2-step Etching Procedure.
The as-cast samples were examined under a bright field microscope from magnifications 100x, 200x, 500x, and 1000x. There were 3 photos taken for each magnification, moving and refocusing between each photo.
The hot rolled and aged samples, excluding 0.5hr sample, were also examined under a bright field microscope. Photos were taken at varying magnifications, moving and refocusing between photos. One photo was taken at 100x for the 1-hour sample to see the overall structure of the microstructure.
In the as-cast sample from cast 2 at 100x, there are some pores and cracking internally.
In the 1-hour aged sample, there is some apparent banding visible at 100x. This is unmelted alloying components, and this deterred the group from picking the 1-hour sample for the competition due to the likelihood of lower ductility. The plan at this point was to use the 1.5-hour aged sample.
Downloads
Preliminary Testing


3 tests were performed on the aged samples prior to competition and used to determine the best aging time and best sample set.
A hardness tester on the Rockwell B scale was used and performed according to the ASTM E18-22. 5 tests were performed for each aging time and averaged out at the end. There was an issue getting accurate results when tests were placed close together. The tests were performed sufficiently far apart enough to achieve accurate results.
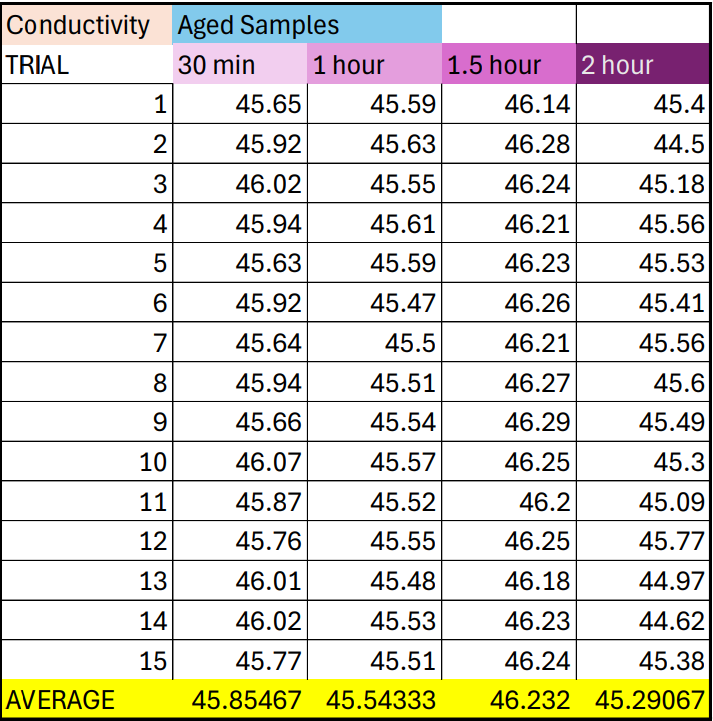
An electrical conductivity test was performed on each aged sample. 15 tests were performed on each sample and averaged out to determine the best sample.
The final test was a tensile strength test which gave us yield strength and ductility. Each sample was measured for length and thickness before test. 2 samples for each aging time, excluding 2 hours, were loaded in and tested. All data was recorded in the software managing the tensile tester. The machine was set to zero before each new tensile bar was loaded in.
The team decided to use the 1 hour aged sample bar for the contest after the tensile tests were complete since it had higher strength while being comparable in conductivity and ductility.
Competition Results


The 6010 aluminum alloy achieved the highest electrical conductivity at 45.99 %IASC which was higher than Granta's prediction. The team scored 3rd in yield strength with a yield strength of 276.8 MPa, and ended 4th in elongation with fracture at 6.2%. In the end, Team Diamondback finished at 3rd overall with a total score of 324,046.