How to Decrease the Diameter of Bar Stock on a Metal Lathe
by crankyalbatross in Workshop > Metalworking
45645 Views, 15 Favorites, 0 Comments
How to Decrease the Diameter of Bar Stock on a Metal Lathe
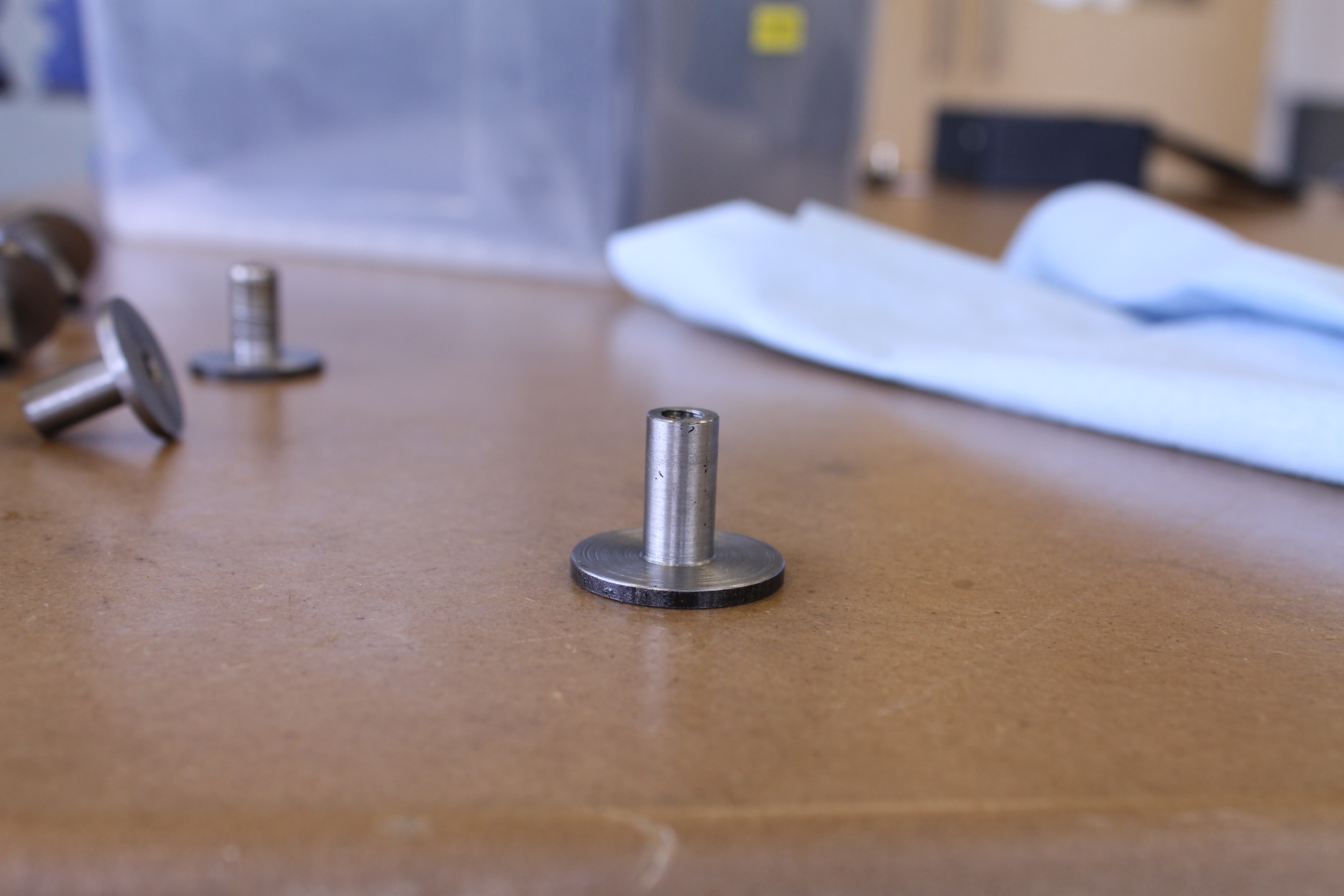
This Instructable will walk through the steps of how to turn a 1.25" diameter steel bar stock down to a .375" piece of bar stock to make a specialized hold down. More Instructables will follow that show how to drill a hole through the center of the stock, tap that hole and finally cut the piece off the main bar stock using a parting tool. All of the following steps were done at Techshop Detroit (techshop.com).
Supply List:
1.Metal Lathe
2.Three Jaw chuck
3.Carbide tool and quick change holders
4.Calipers
5..Bar stock of desired diameter
Supply List:
1.Metal Lathe
2.Three Jaw chuck
3.Carbide tool and quick change holders
4.Calipers
5..Bar stock of desired diameter
Load Bar Stock Into the Lathe
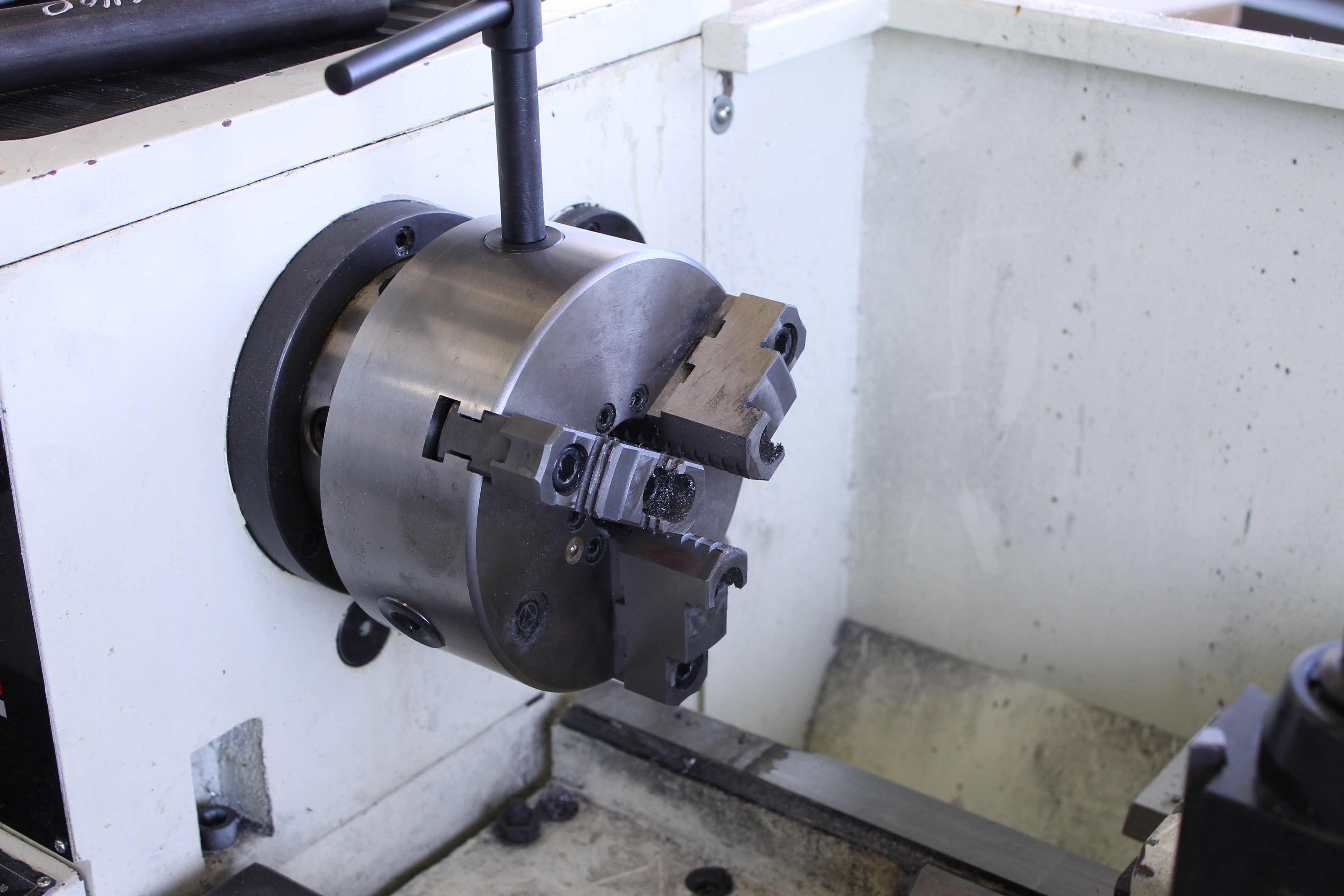
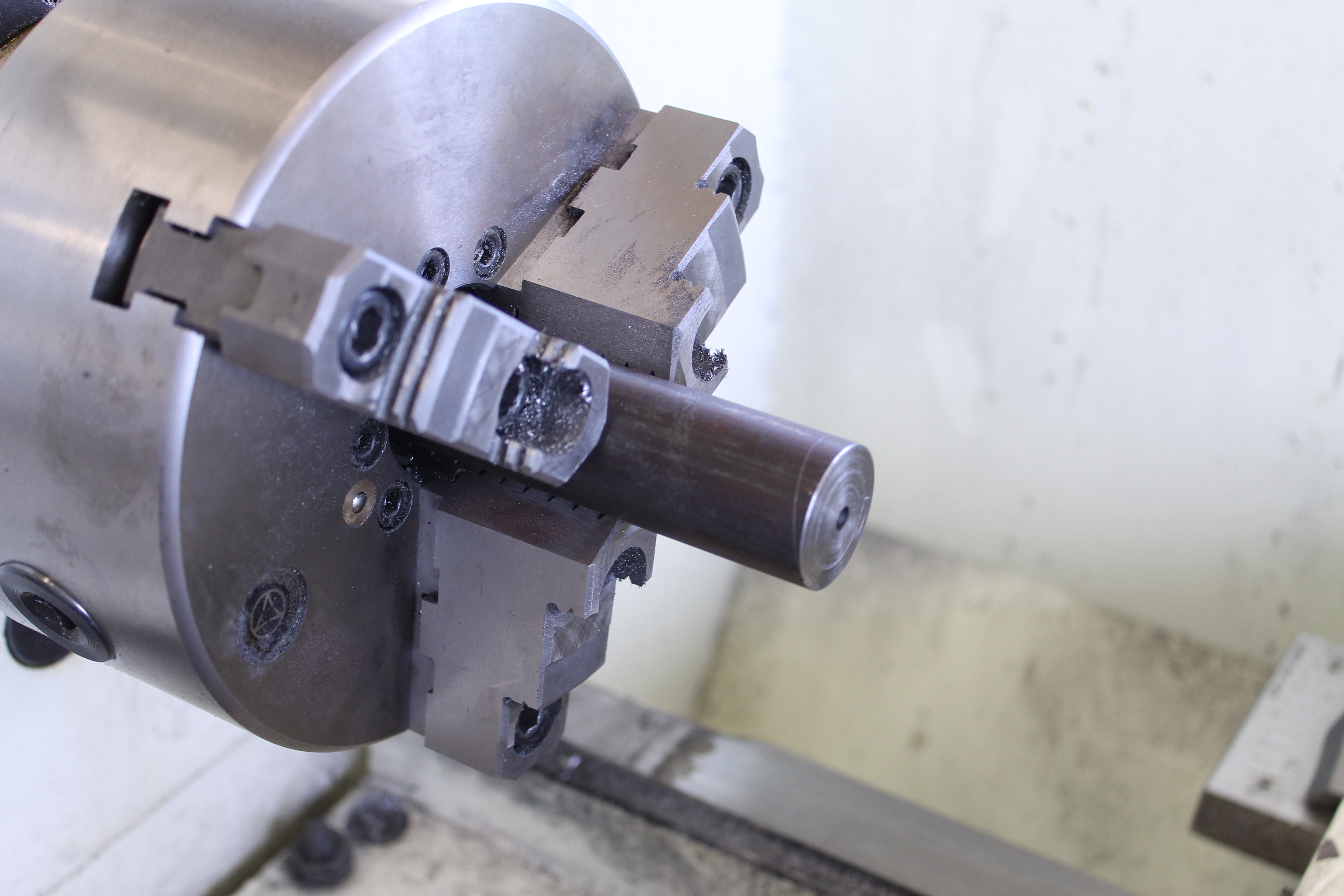
Load your stock into the three jaw chuck and tighten the jaws with the chuck key. If your chuck key is not spring loaded, remember to immediately take the key out the chuck when you are done securing your work piece. A chuck key that hasn't been removed before you begin turning on the lathe on can be a dangerous projectile. Your turning will be safer and more accurate the less your bar stock is sticking out of the chuck so you want to position your stock only as far out as you need it to be able to turn you whole part without being in danger of hitting your tool on the chuck jaws. My final part is .875" in length so I positioned approximately 2" of my stock out from the jaws.
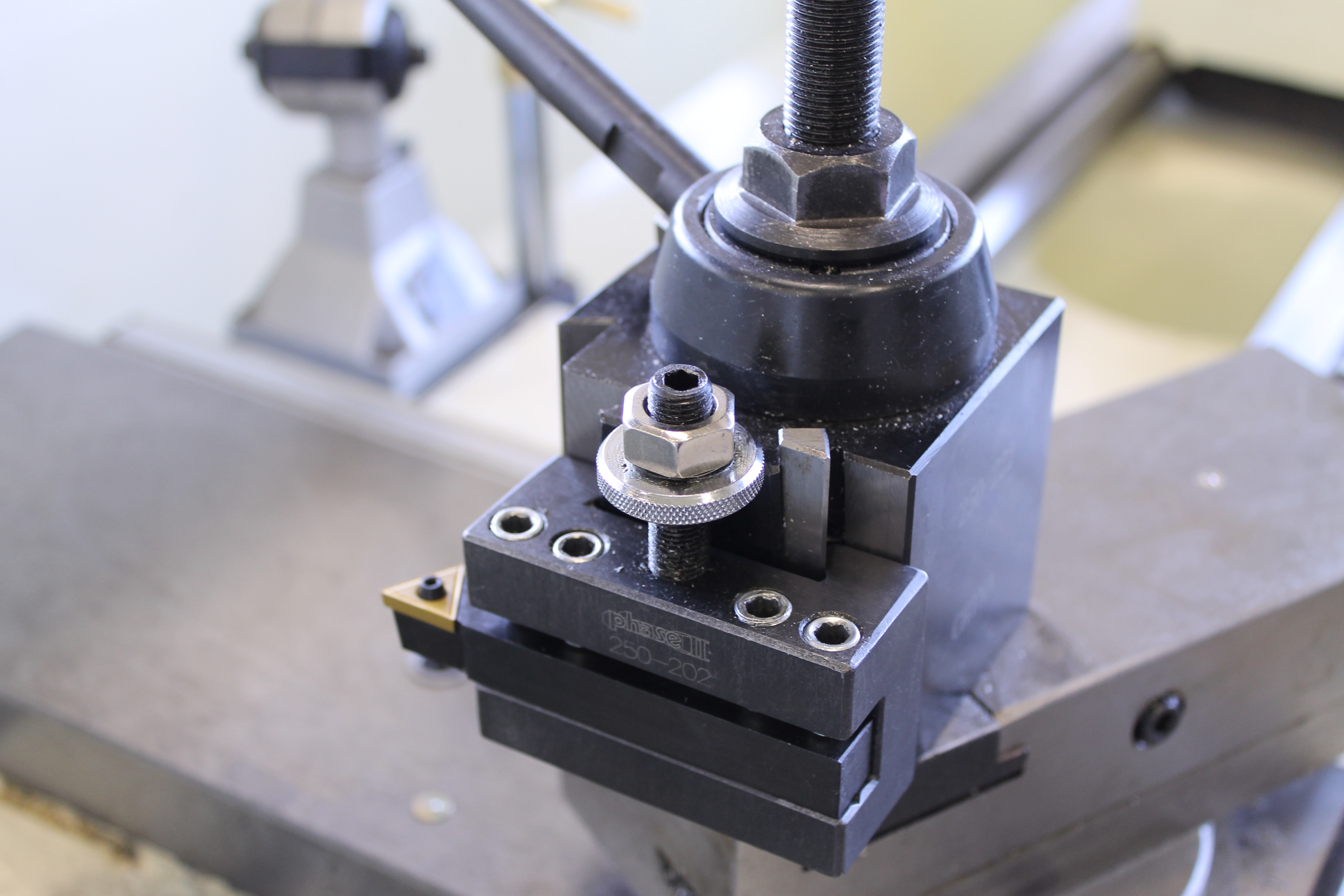
Get Carbide Tool Ready

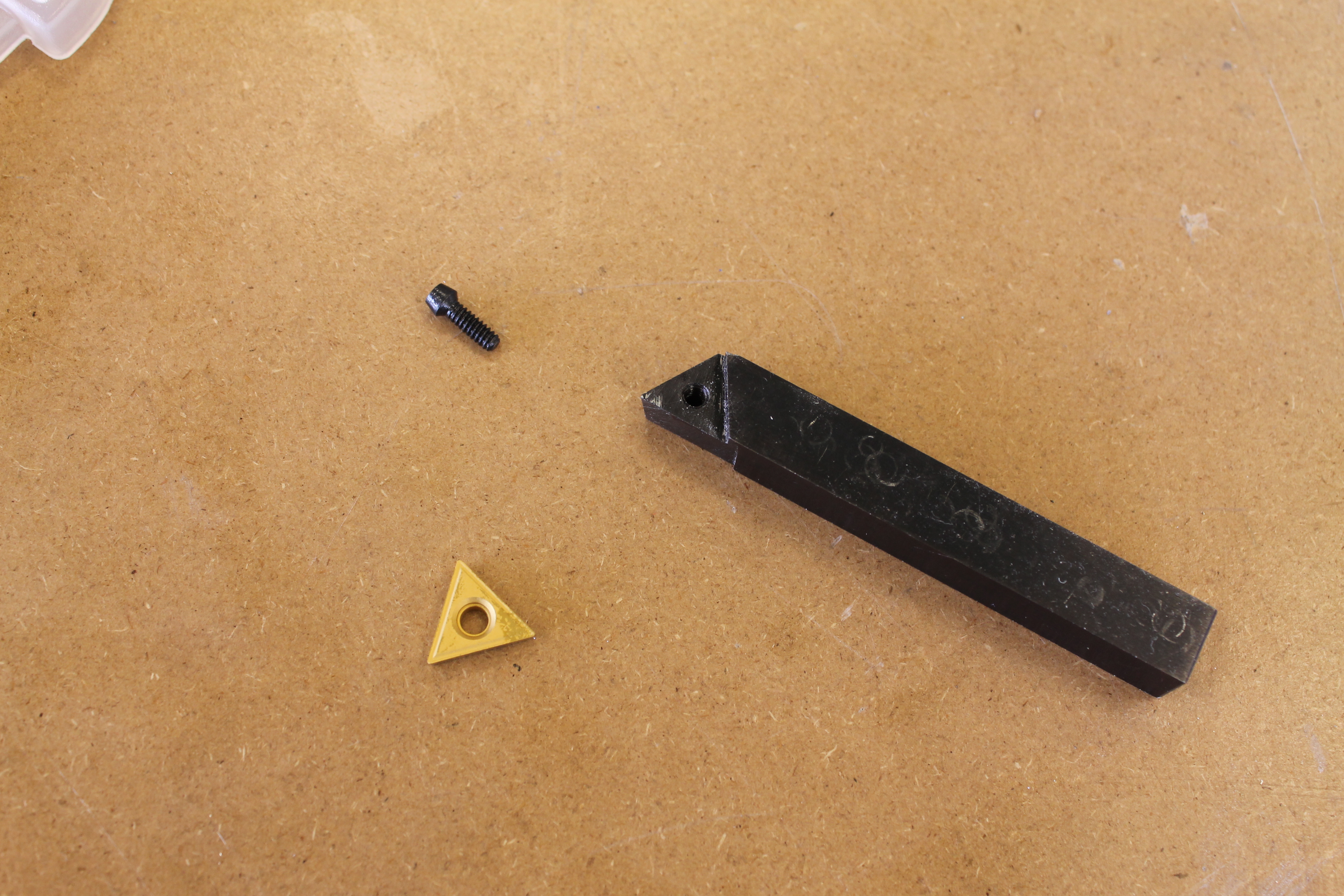

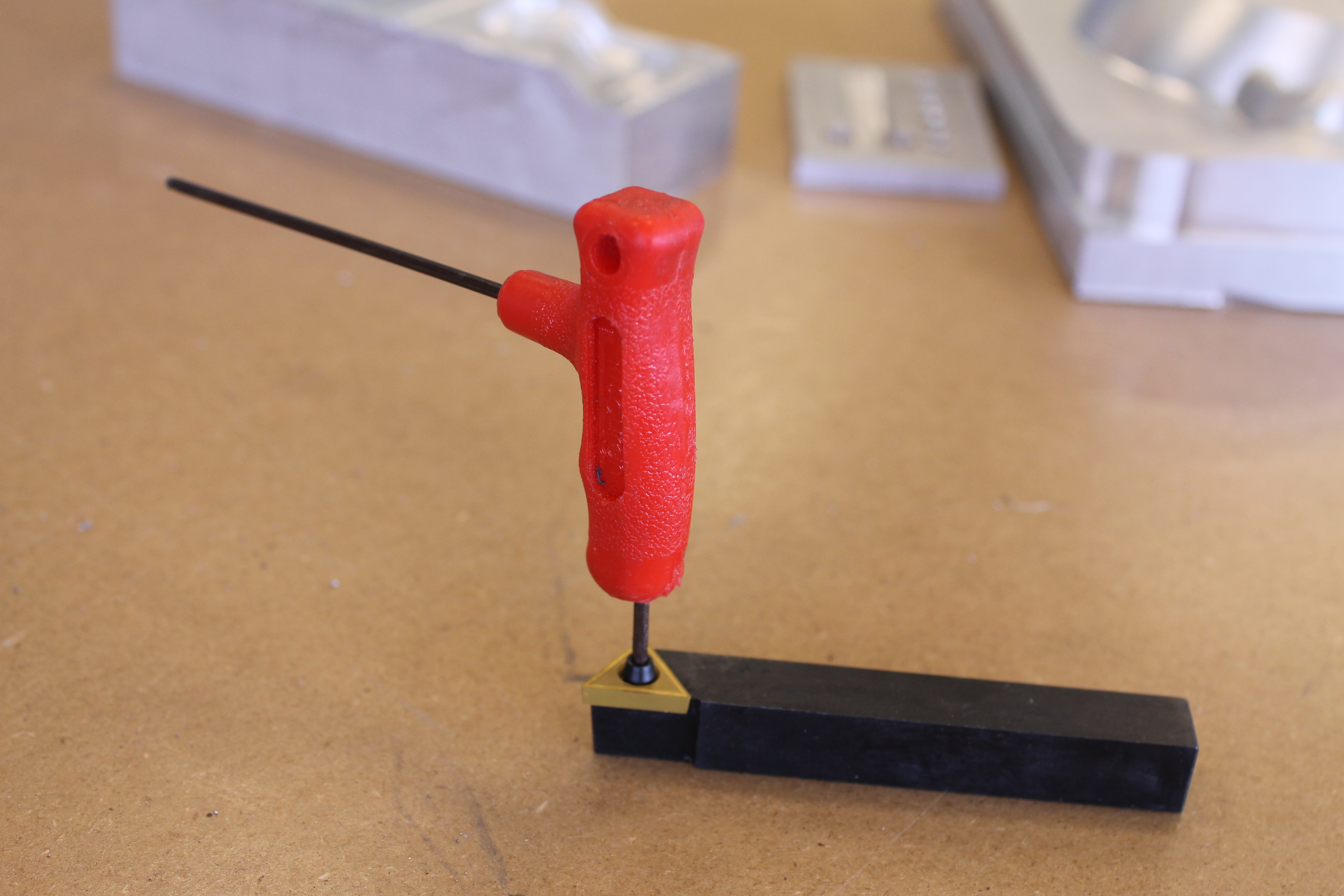
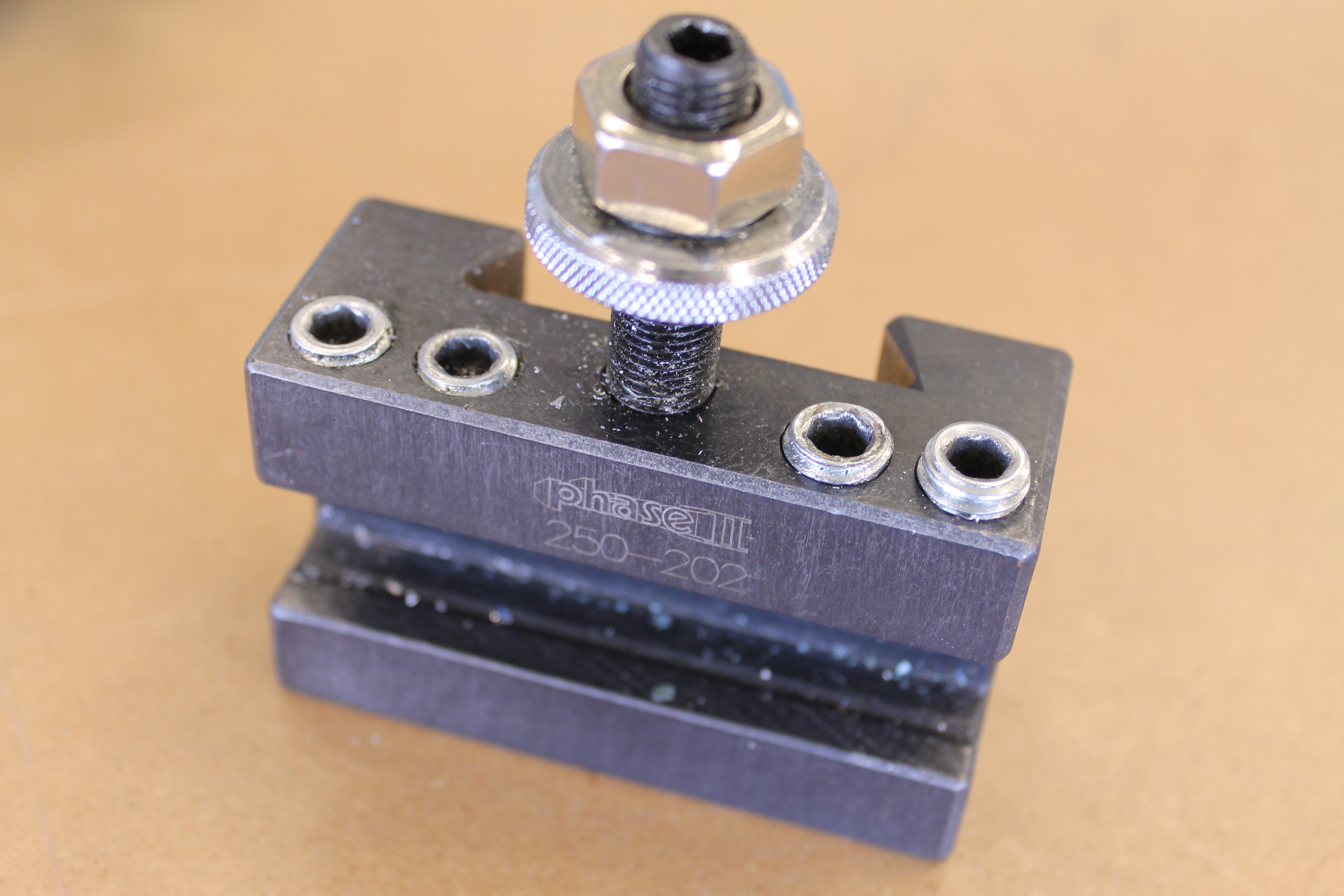
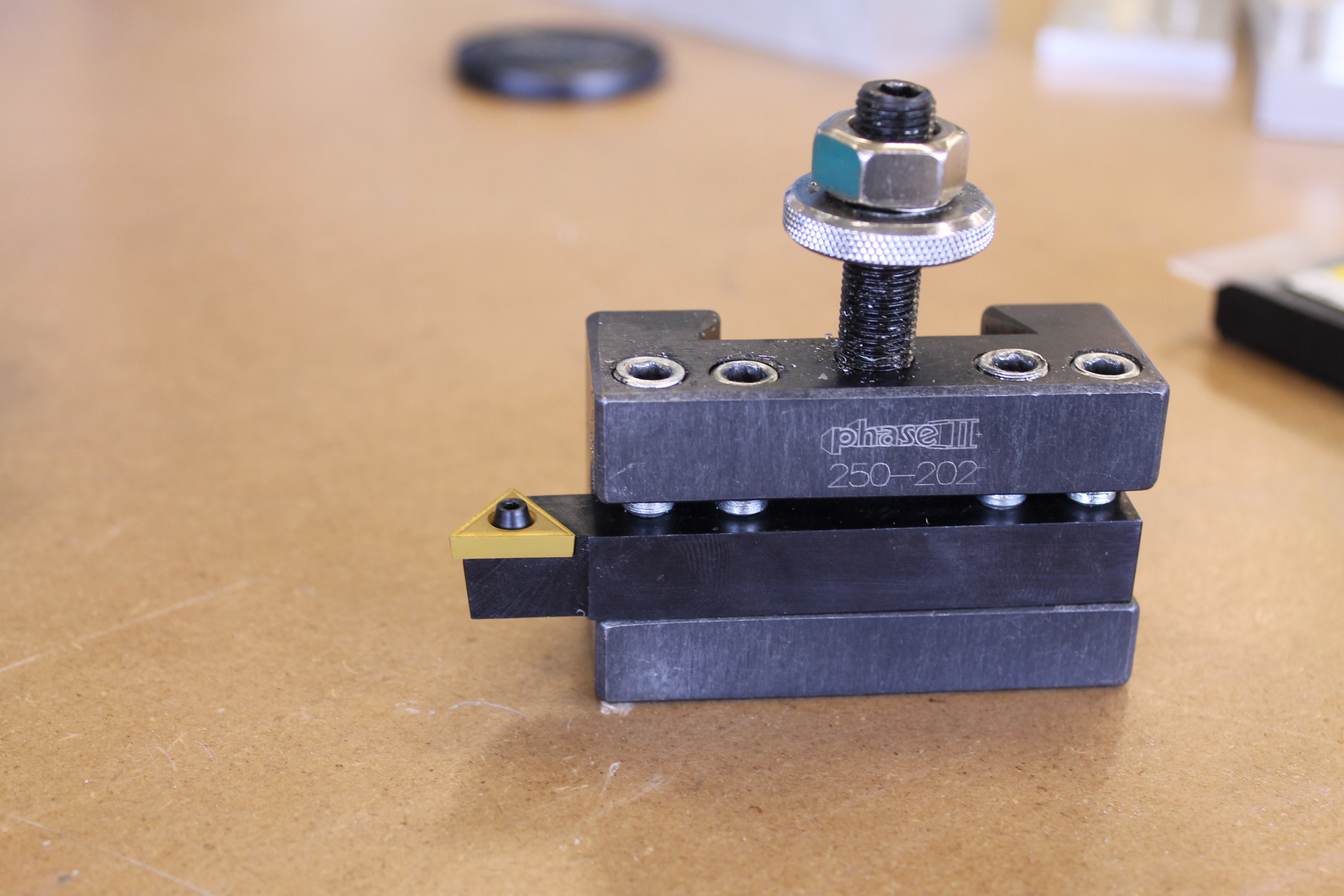

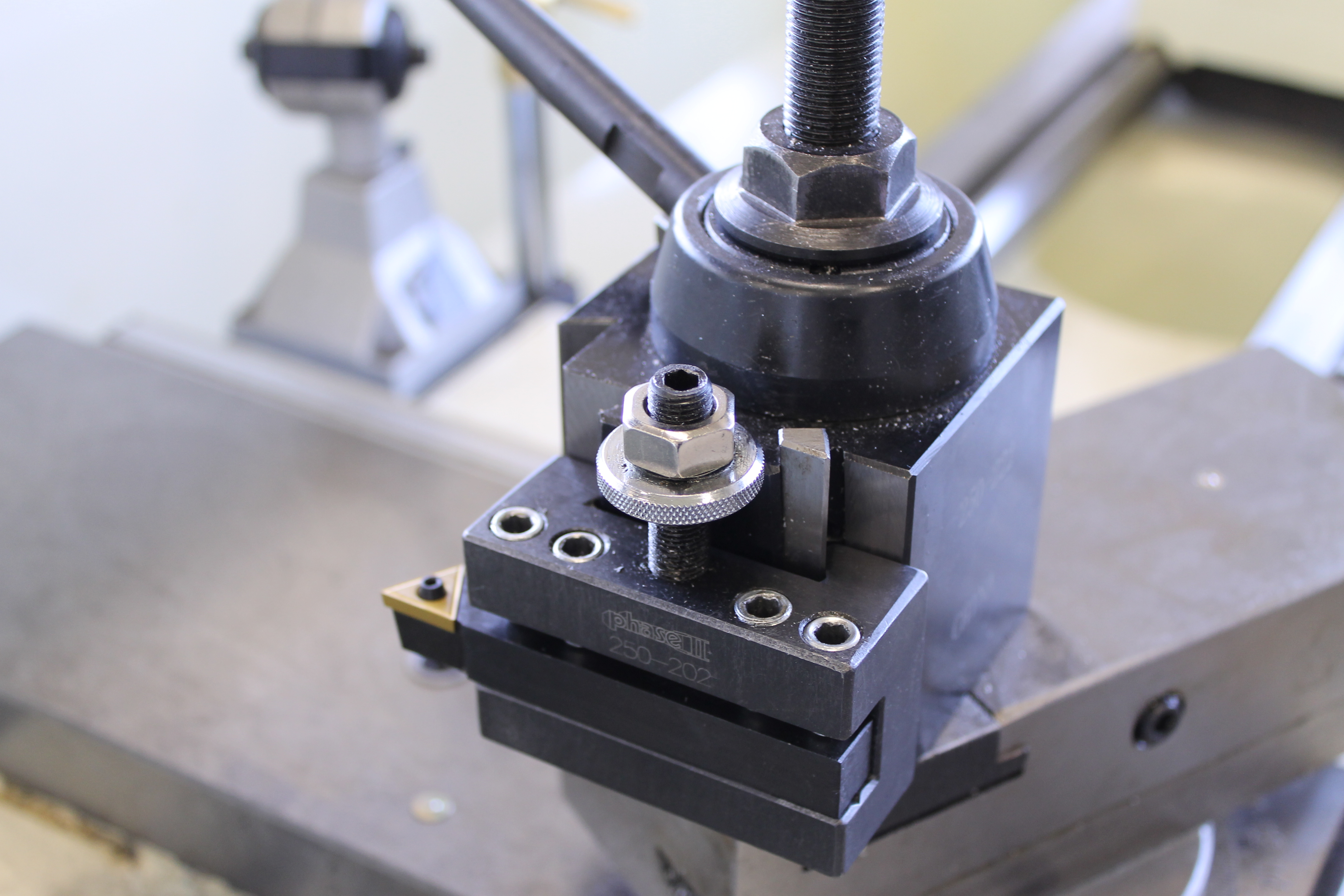
Insert carbide insert into the carbide tool holder using the allen head screw. The insert can be rotated to expose fresh, sharp edges. The carbide tool can now be secured into the quick change tool assembly using the four allen head screws on top of the assembly. Like loading your bar stock into the chuck , the carbide tool should be mounted as close to the assembly as possibly that will still allow you to safely access your stock during turning. The shorter the distance your tool is cantilevered out, the more accurate and safer the whole operation will be. Then you can put this whole assembly on the quick change tool holder on the lathe carriage. The assembly drops down in place from the top and is secured by pulling the handle clockwise.
Align Carbide Tool Below Center of Stock
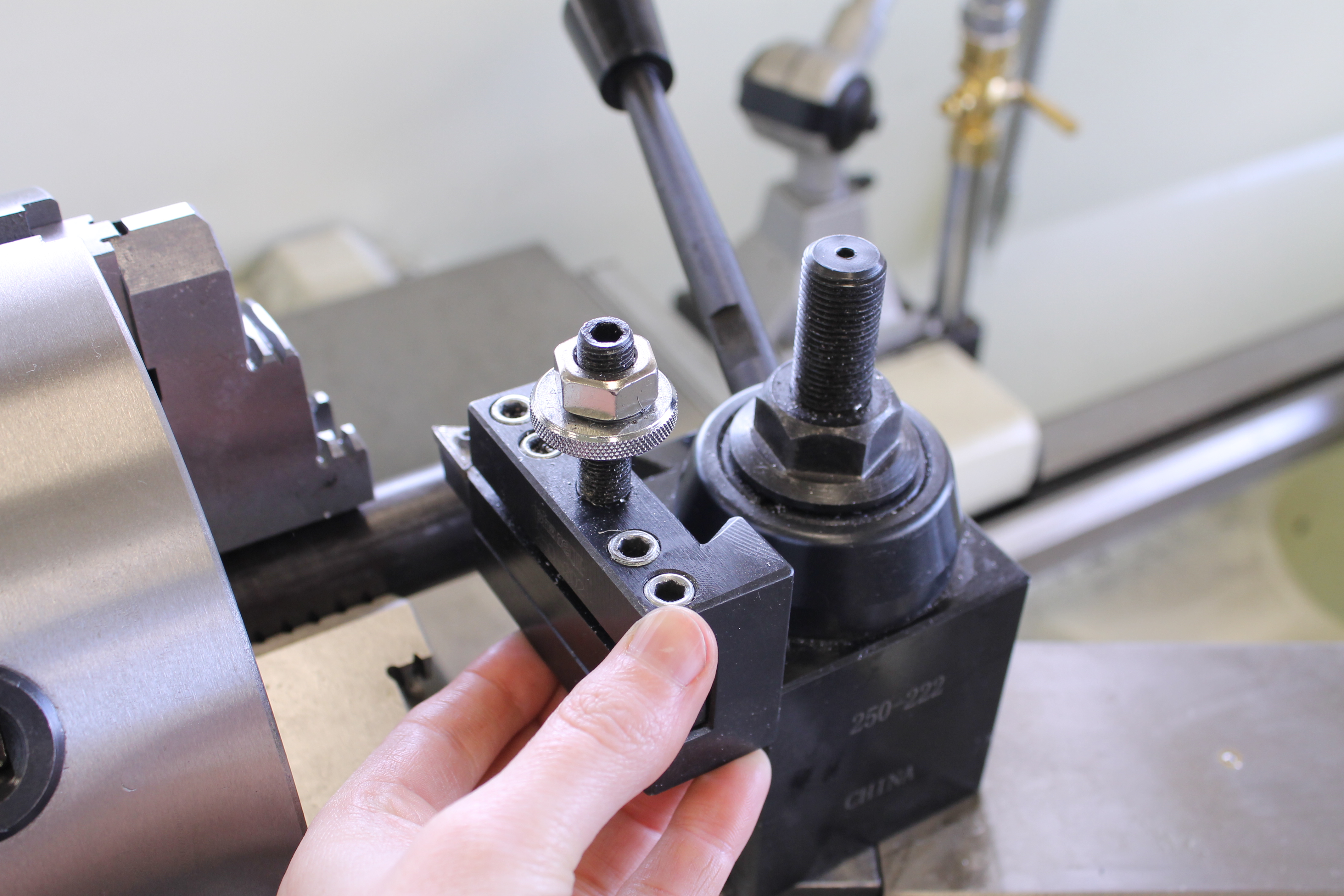
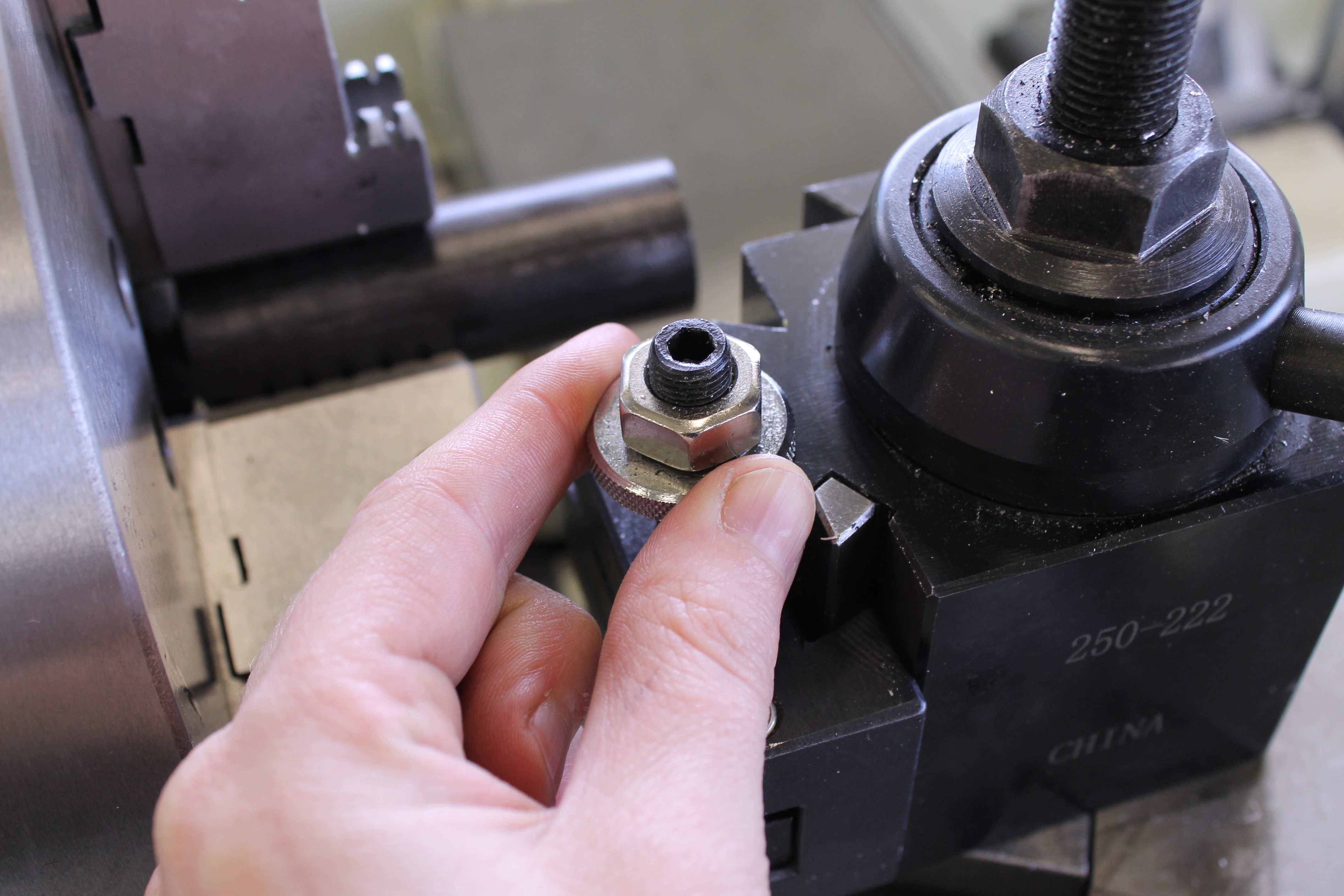
Double check to align the cutting tip of your carbide to just below the center line of your bar stock. Make any adjustments to the height of your tool using the adjustable screws on the quick tool change assembly. Tightening down the washer will bring your tool up and raising the washer will allow your tool to lower.
Align the Cutting Edge of Carbide to Chuck Jaws
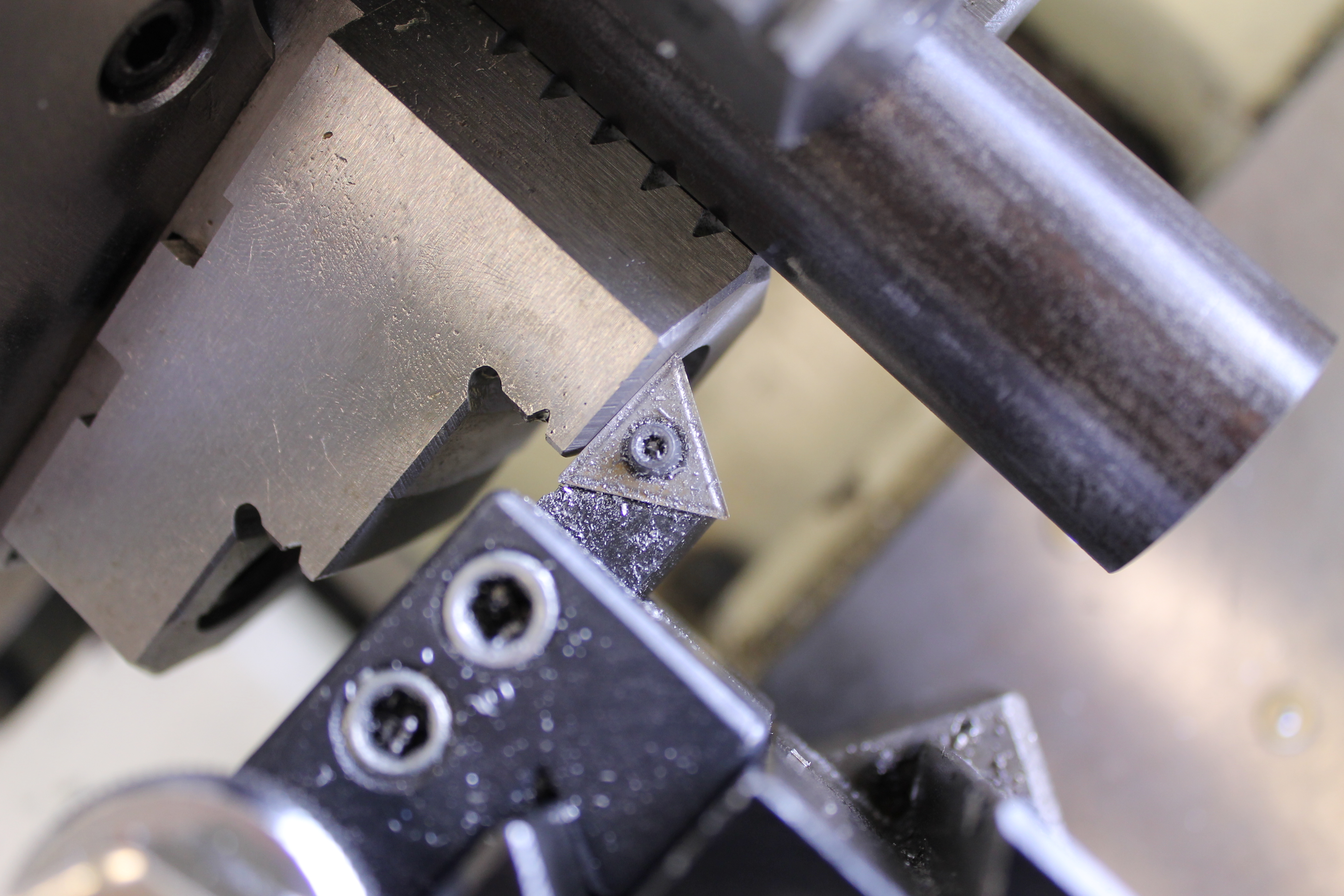
Align the flat cutting edge of your carbide tool to the machined face of one of your chuck jaws. This will ensure that your cuts will be perpendicular to the center of your work piece. If adjustment is needed it can be made on carriage settings.
Set the RPM and Power Feed Rates on Your Lathe

Set the proper RPM and power feed settings on your lathe. These settings will depend on your stock diameter and tooling.
Measure the Diameter of Your Bar Stock and Set DRO Values
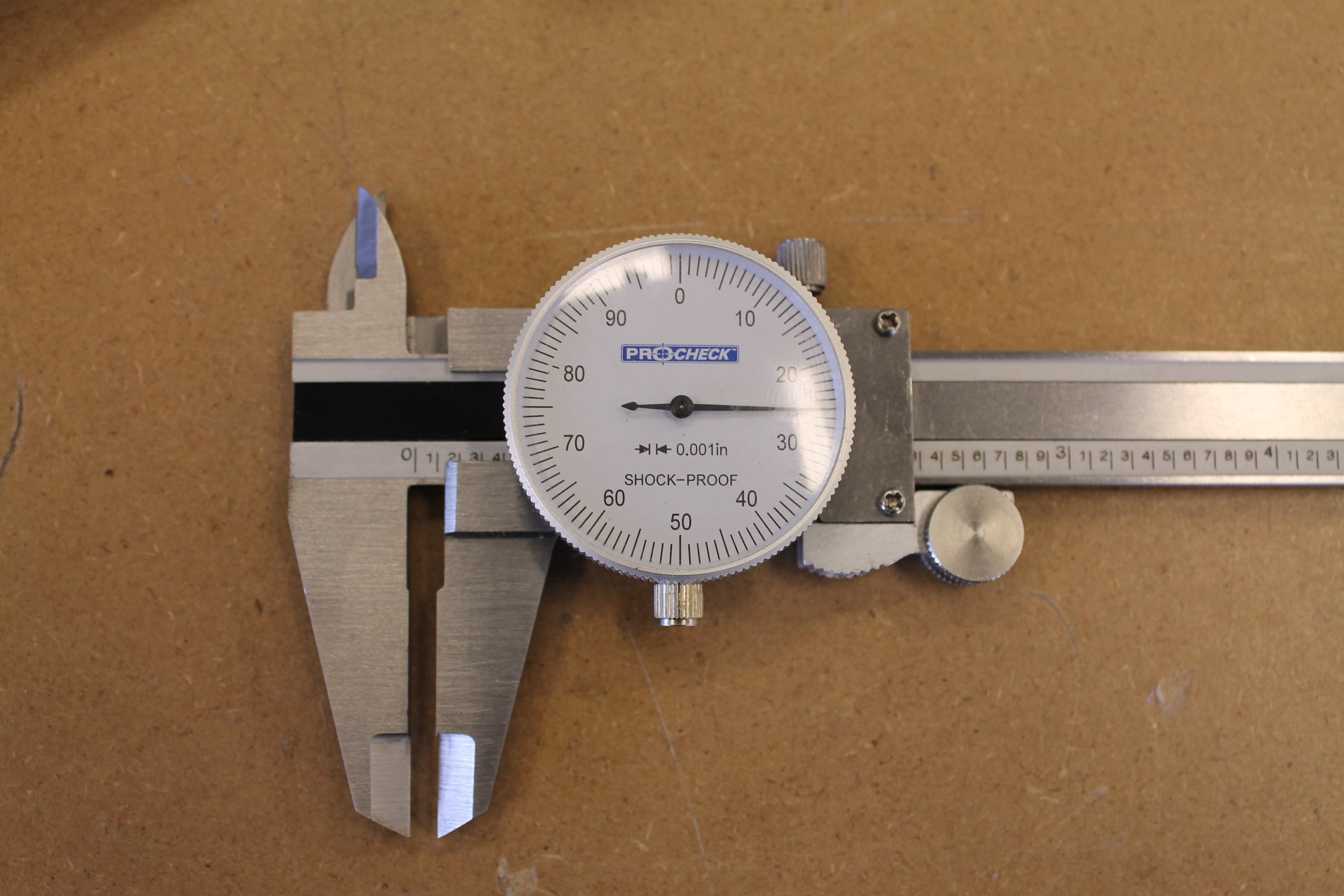

Using the calipers, measure the actual diameter of your bar stock. Turn the lathe on and bring your tool into the stock until it is barely removing metal from the outside diameter of your work piece. Stop the lathe and set that position of your tool using the digital readout attached to your lathe and your actual measured diameter for the X axis coordinate. You must make sure that the X axis is set to diameter mode and not radius mode. Using this method you can take passes that the DRO will calculate as coming off your total original diameter. You can then turn the original diameter down to your desired final diameter using the DRO as a guide.
Face End of Stock
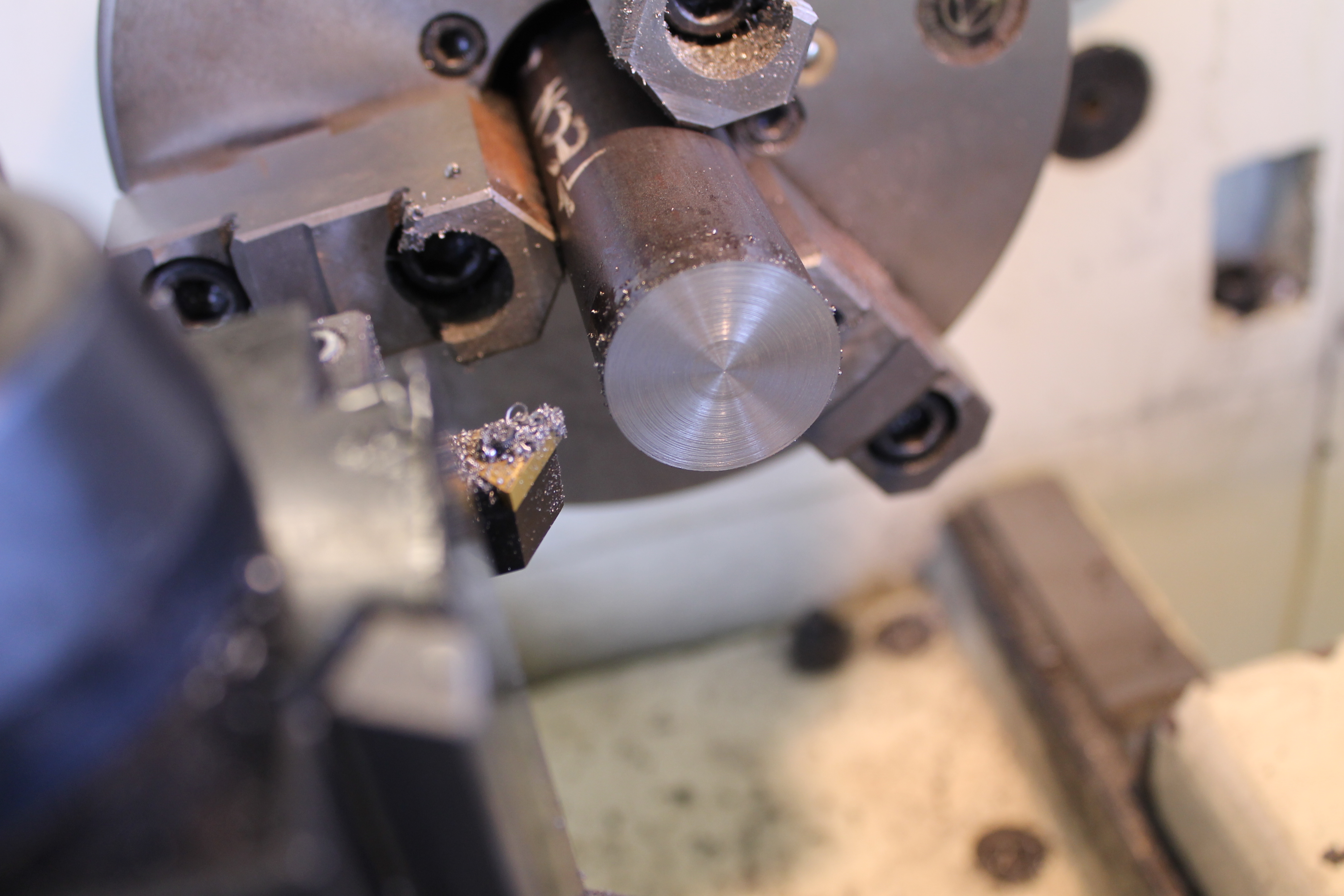
Face the end of your stock so that the end is perpendicular to the axis you are turning on. You can do this by bringing the tip of the carbide to the end of your stock and taking of .010" passes until the end of your stock is completely faced. Without moving your tool in the Z axis, you can set this Z position as 0 on your DRO.
Set a Positive Stop for Your Z Direction Length
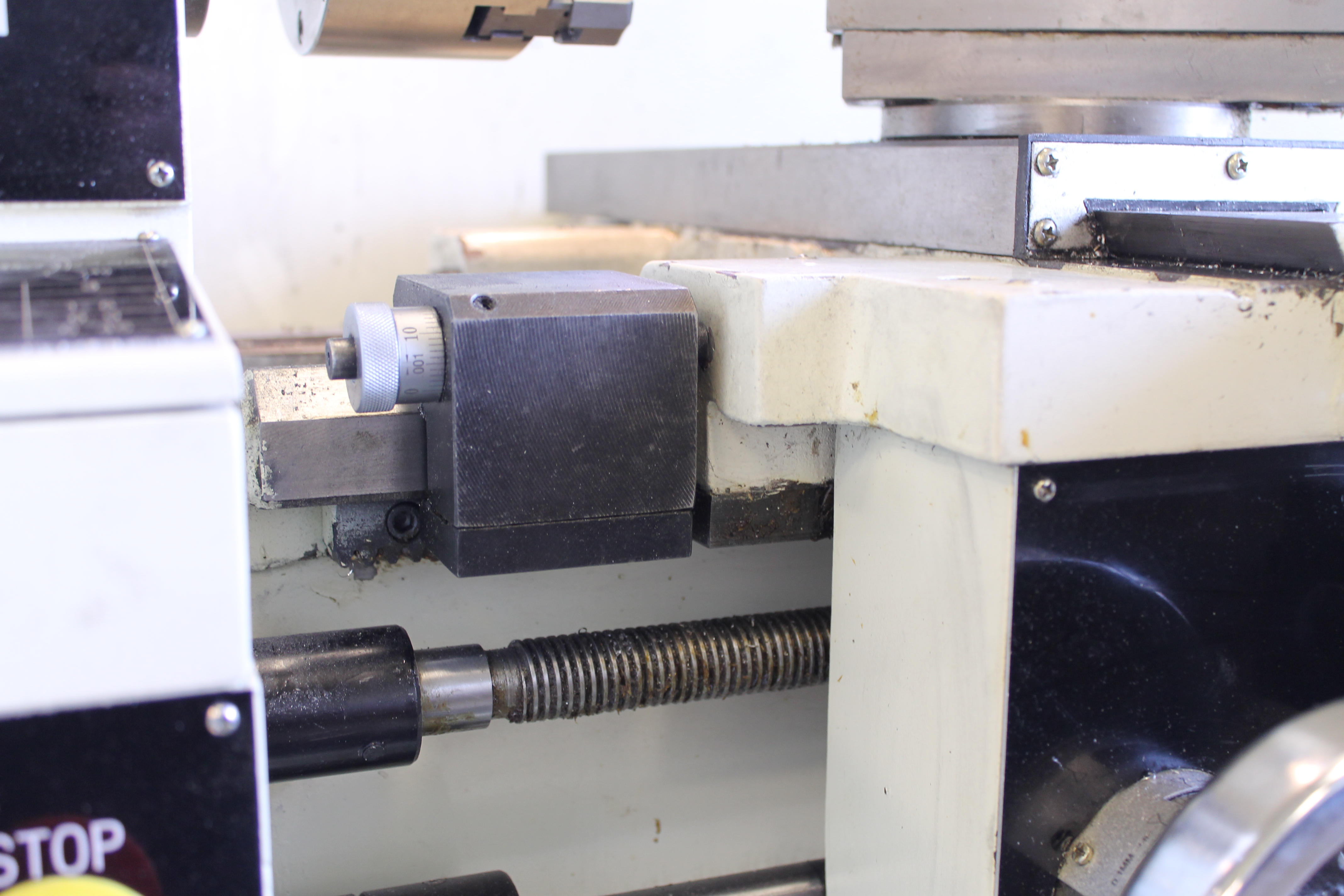
A positive carriage stop lets you set the length of your cut so you can make accurate repeated passes to get down to your desired diameter. The positive stop is adjusted with two allen screws located on the bottom of the stop. The stop has a fine adjustment knob on the left of it for dialing in exact lengths. I set the stop to -.75" in toward the chuck from the faced end of my stock.
Start Turning Down the Diameter
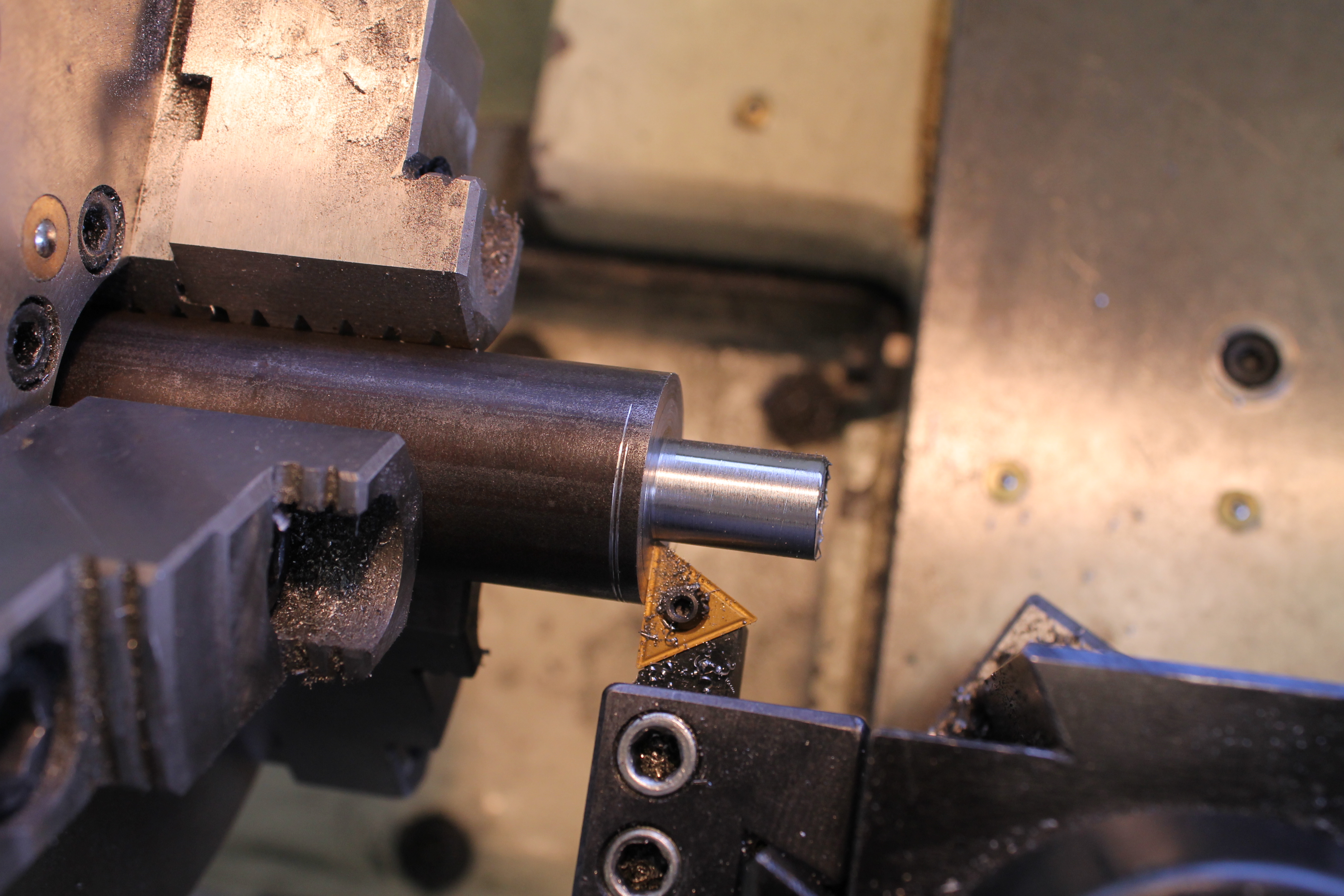
With your tool completely off your workpiece to the right you can adjust your tool position to the original diameter of your stock minus .010" to .020". Once this position is set you can turn the lathe on and engage the power feed. Your tool will begin cutting into your stock and you can let it go on autopilot until the carriage almost hits your positive stop. Just before this happens you will want to disengage the power feed and manually take the cut into the stop. The chips coming off your cut should be dull gray and shaped as little e's or c's. If they are changing colors (blue or black) or coming off in long curly q's then your cut is too aggressive. Once you've bottomed the cut out into the stop you can take the carriage in reverse until you are again on the outside right of your work piece. Again you can decrease your diameter by .010" to .020" and repeat the cutting procedure until you get down to your final desired diameter. It's a good idea to double check occasionally with calipers to be sure the DRO values match your actual diameter value. An instructable will follow to show how to drill and tap a center hole as well as cut the finished part off of the bar stock using a parting tool.