CNC Touch Probe Calibration
Supplies
-Wobbly spindle probe
-Something with a circular bore
Offsetting the Wobble
Great! So Where Is True Center?
Downloads
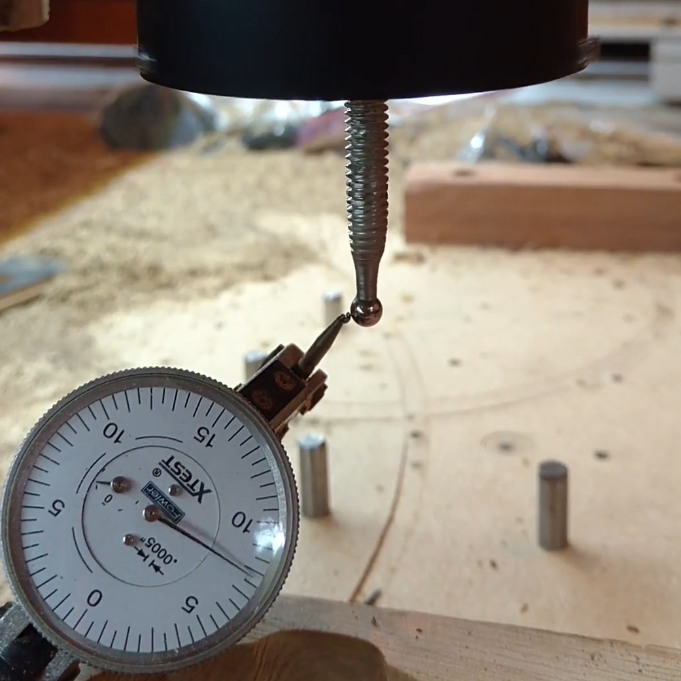
Calibrating & Testing the Probe
Testing Our Setup

Results

Conclusion
That's about it. You should be able to apply this calibration technique to other probing cycles by injecting the constants when appropriate. I hope this instructable encourages people to make probes even if they don't have the right tools. You can always fix it later and in addition, it provides a great learning experience.
Ok bye.
Bonus: Probe Design
Here is the model and general plan of the probe. The model doesn't show all the details as I chased a lot of the holes by hand with csink and tap.