CNC Inlaid Fretboard - Made at Techshop
by workislove in Workshop > CNC
21990 Views, 100 Favorites, 0 Comments
CNC Inlaid Fretboard - Made at Techshop



This is the fretboard I made for my carbon fiber acoustic guitar project, part of a special event at Techshop. The fretboard is ebony inlaid with maple, and it was cut on the ShopBot CNC machine at Techshop. The swirls are placed where fret markers would normally be placed. The first picture is the finished inlay, and the second picture is the cut pieces, ready to be glued together. I kept the design simple this time, as it was my first time trying to do inlay - but I plan to play with it more in the future.
The method used to create the inlay comes as a standard feature with Vectric V-Carve Pro CAM software. I'll show here how I applied the method to make my inlay, but for an even more detailed step by step description, see this article on the Vectric site.
In the last picture, you can also see another inlay over the first - the name of the guitar "WindSong" - which is inlaid using another method DESCRIBED HERE.
Before I get started, I want to say that I am NOT an expert luthier (stringed instrument maker). I tried my best to do my own research and follow the plans for my guitar design, but only time will tell if I was successful. If you choose to make your own guitar, please do your own research using professional guides. There are several amateur luthier communities online, as well as good books. I personally used Build Your Own Acoustic Guitar - by Jonathan Kinkead, found at my local library.
The method used to create the inlay comes as a standard feature with Vectric V-Carve Pro CAM software. I'll show here how I applied the method to make my inlay, but for an even more detailed step by step description, see this article on the Vectric site.
In the last picture, you can also see another inlay over the first - the name of the guitar "WindSong" - which is inlaid using another method DESCRIBED HERE.
Disclaimer
Before I get started, I want to say that I am NOT an expert luthier (stringed instrument maker). I tried my best to do my own research and follow the plans for my guitar design, but only time will tell if I was successful. If you choose to make your own guitar, please do your own research using professional guides. There are several amateur luthier communities online, as well as good books. I personally used Build Your Own Acoustic Guitar - by Jonathan Kinkead, found at my local library.
Tools and Materials


Tools & Software used
-
ShopBot Buddy CNC machine
- 3/8", 90* V-bit
- 1/4" end mill
- Drill, with #8 countersink bit
- Adobe Illustrator
- Vectric V-Carve Pro
Materials used
- Ebony (Massacre) fretboard blank - ordered from Luthiers Mercantile International
- Maple wood, the same size as the fretboard
- #8 Brass screws - used to hold the inlay blank in place during cutting
- Double stick tape - used to hold the fretboard during cutting
Design the Inlay
The main advantage of V-inlay technique over other power tool inlay techniques is that it uses a single V shaped router bit to replace different size detail engraving bits. Everything from large pockets to very fine details can be cut with a single router bit. There are a few disadvantages too - but for anyone with access to a CNC machine, this method is an accessible way to start inlaying.
Inlay using a V-bit has several big advantages compared to normal inlay methods.
Inlay using a V-bit has several big advantages compared to normal inlay methods.
- One advantage is that instead of specialty fine-detail and engraving bits, one can use a single common V-bit, which is a part of most router bit sets.
- Another advantage is that everything from very simply designs to complex, multi-part designs can be cut at once, and you don't have to handle individual small pieces.
- Finally, the inlays fit perfectly flush with the pocket - most of the time there is no need to fill in small errors around the edges, which is common with normal pocket inlays
Drawing my design
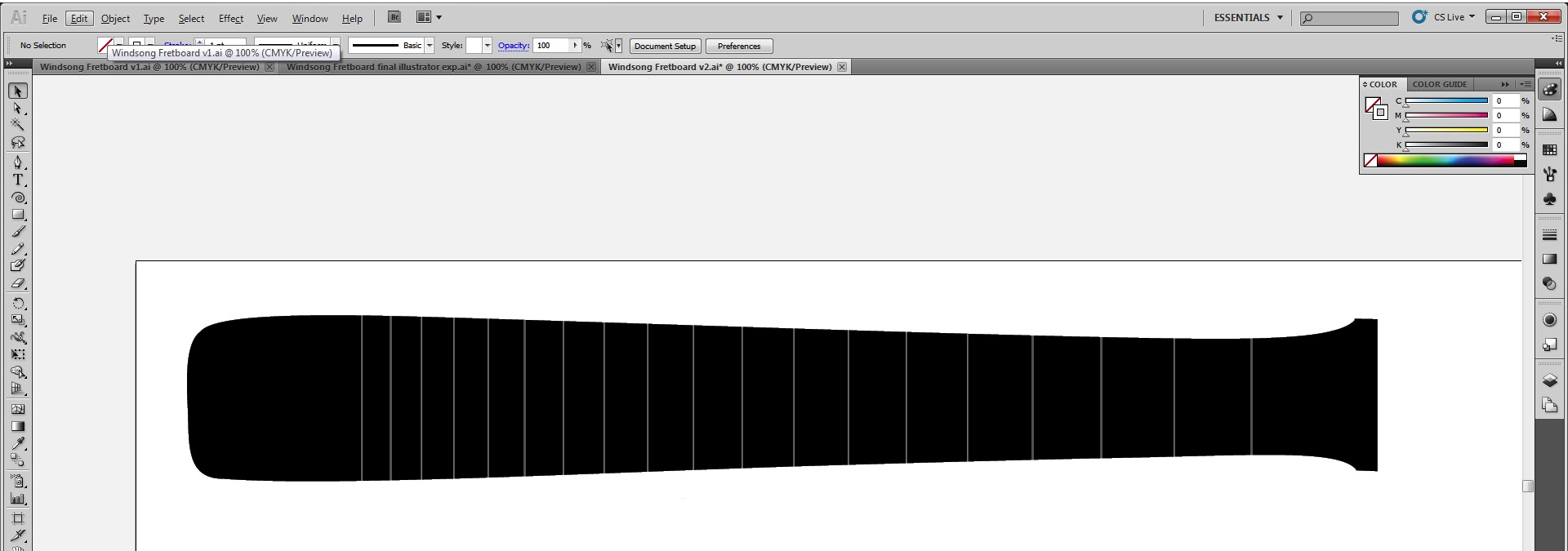
- The first thing I did was make a sketch of my fretboard dimensions. I oversized these by 1/8" on each side to allow for perfect fitting to the neck after installation.
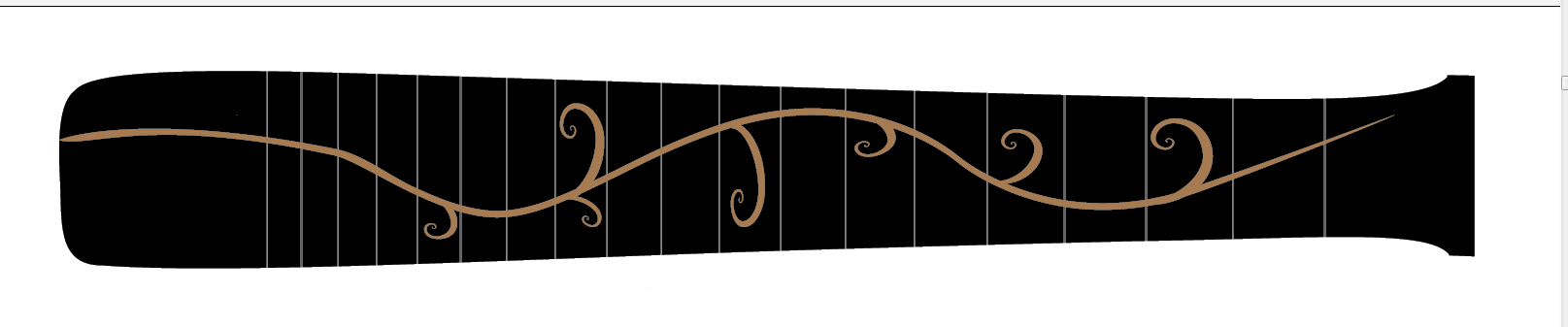
- I didn't have a specific inlay in mind, I just wanted a simple organic shape, matching the "wind" motif of my soundboard artwork. I also wanted to incorporate fret markers into a larger overall inlay. In the end I decided to go with simple swirls as the fret markers, with a "vine" winding up the fretboard connecting them.
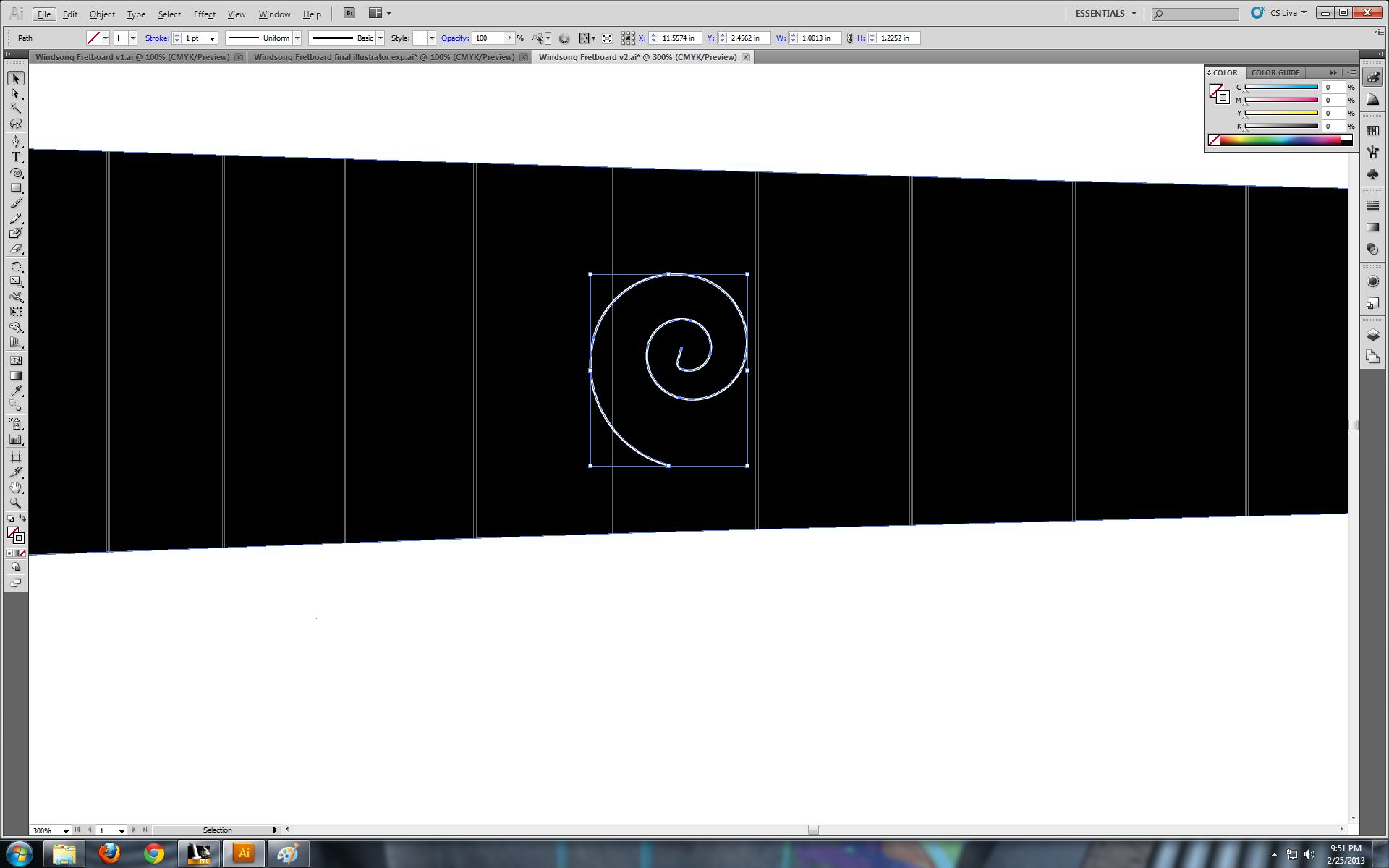
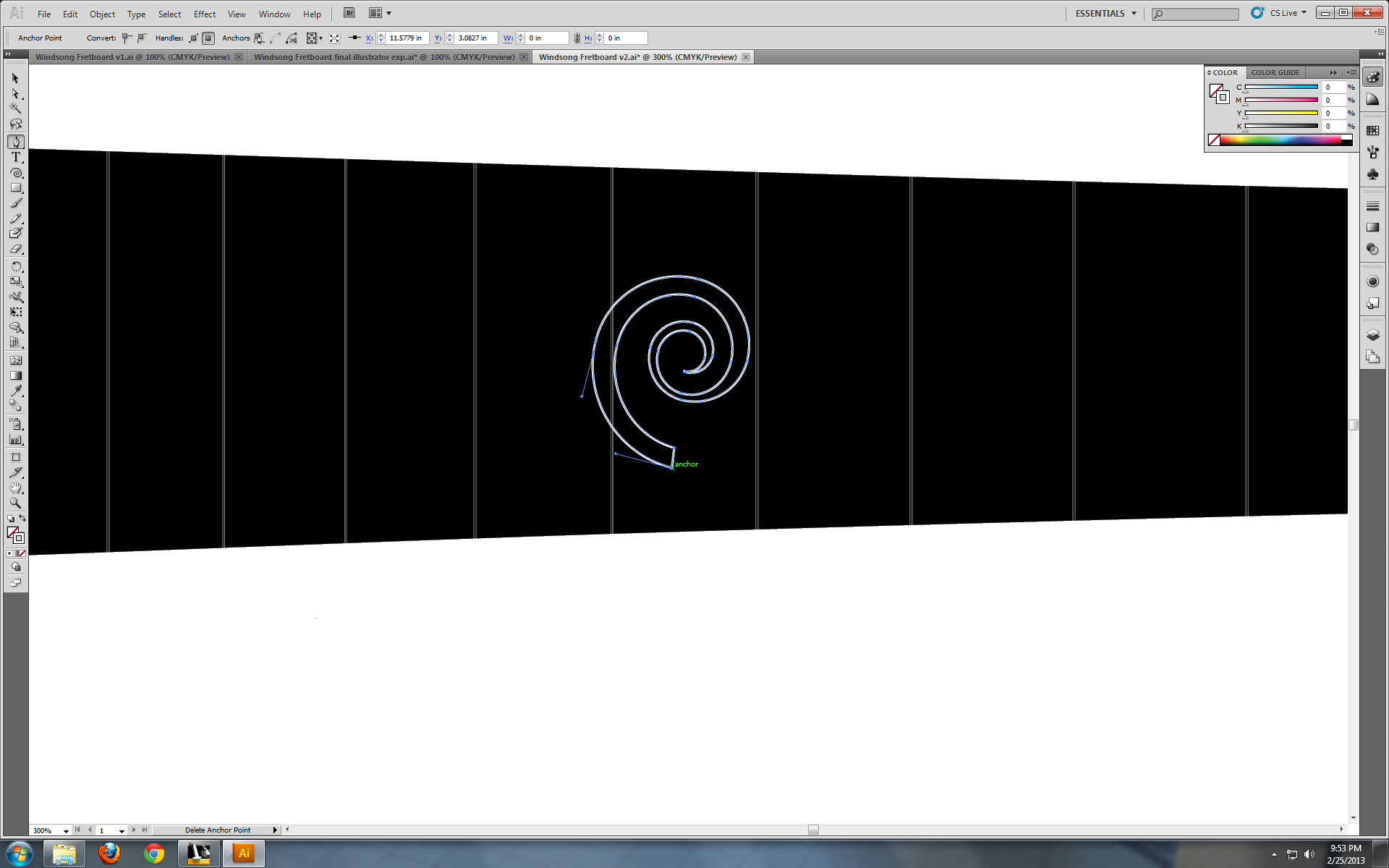
- I played with the spiral tool until I came up with a shape that made me happy, I then made a copy of the spiral, shrunk it slightly and put it inside the first shape. Then I connected the two with the spline tool to make a solid spiral.
- I placed the spirals in place of fret markers (odd numbered spaces, plus the 12th fret) and alternated their direction so that the central vine could wind back and forth between them.
- Then I used the spline tool to make a freehand drawn vine snaking between the spirals, then used the offset tool to make the vine wider.
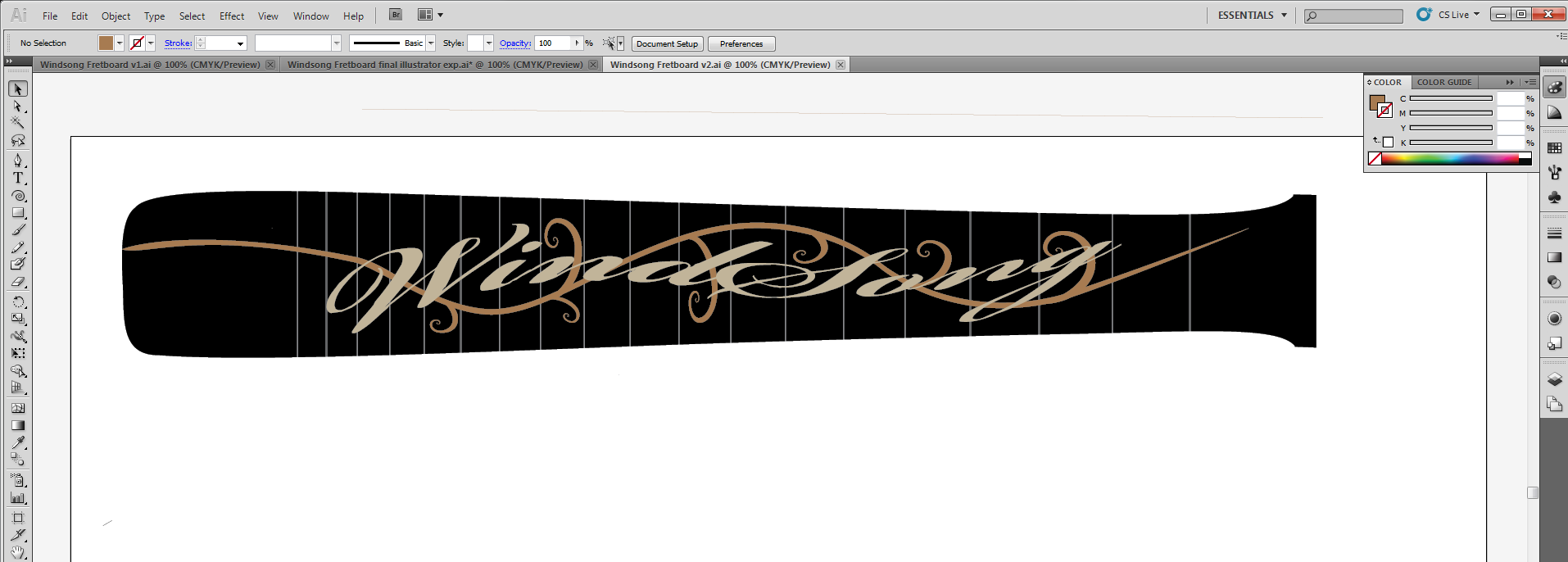
- I also had to make room for a second inlay - once the vine was finished, I planned to put a second inlay with my guitar's name on top of the first one. So I continued to play with these three elements - the spirals, vine and name - until I was satisfied.
Import Into V-carve Pro
Next I switched over to V-carve pro. In order to make the inlay, you need to make two different files. I start with the pocket, as it's the easiest to make.
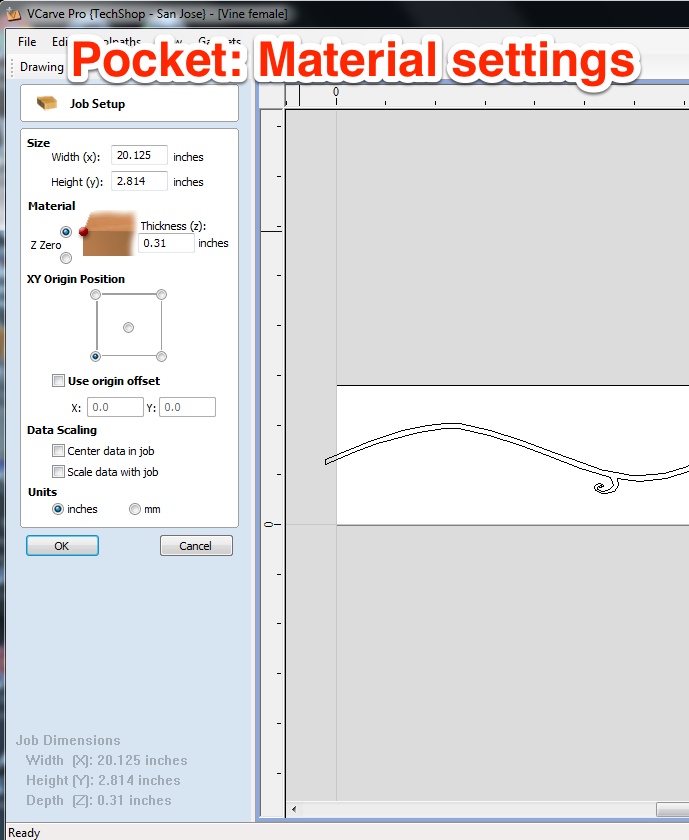
Making the pocket
- Open a new file and specify the size of the material - in this case my fretboard, which measures ? long X wide ? X ? thick. Also set the Z-zero at the bottom or top. While I usually set Z-zero at the bottom of my parts, this time I set it at the top of the part. I did this because I'm not cutting all the way through the material, and I wanted the most accurate Z-setting possible so the pocket and inlay fit perfectly.
-
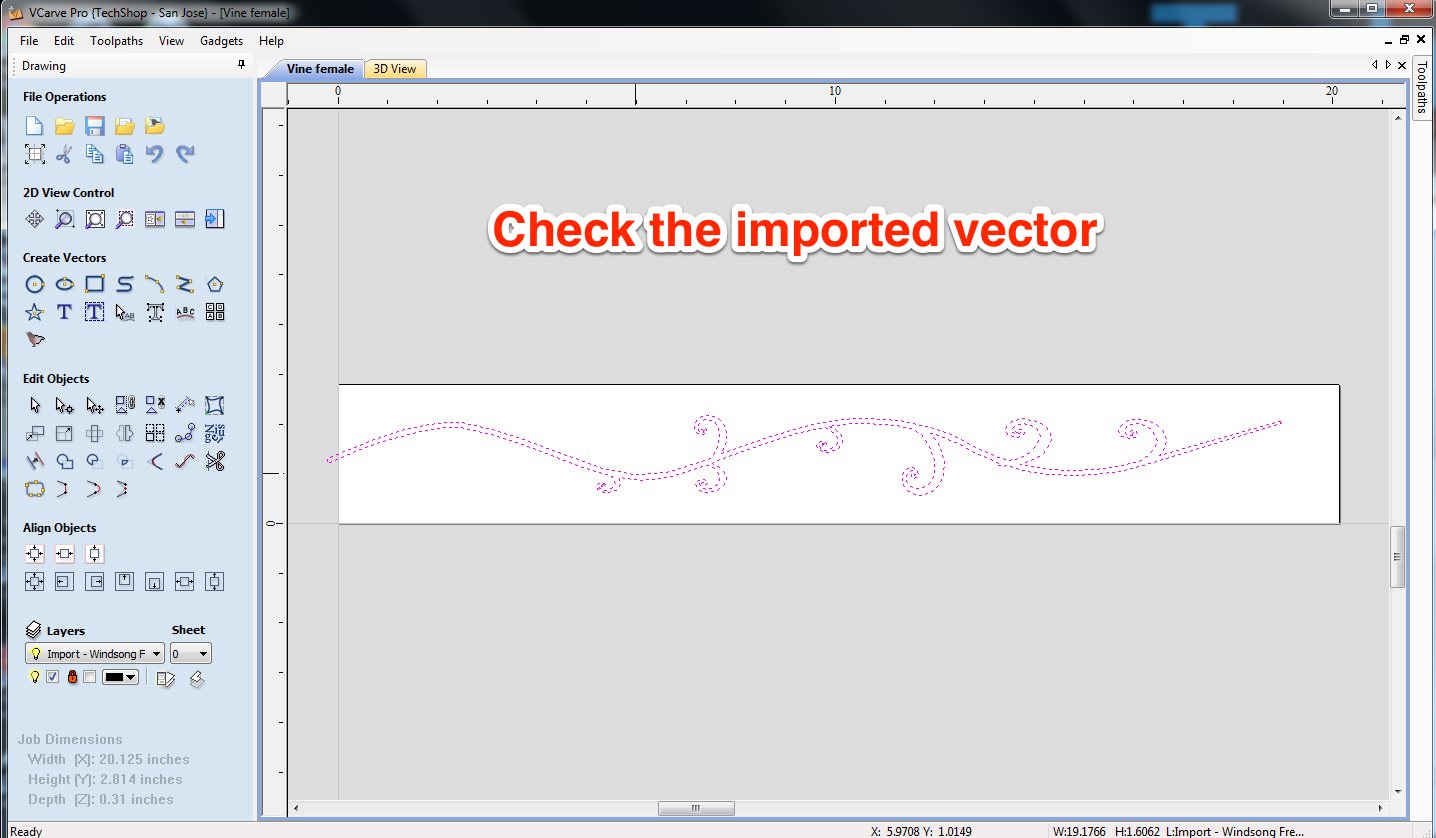
Import the illustrator (or other drawing file) into the new V-carve file. Sometimes files have errors after being imported, it's a good idea to check all the vectors are there and connected correctly, and that everything is the right size and proportion. I was lucky, and everything imported correctly.
- Though limited, V-carve also has drawing features of its own, so you can also draw directly in V-carve, if you prefer.
- Place the image where you want it on the part - if using a whole fretboard blank, like I did, just make sure that it is centered and fits comfortably within the final width of the fretboard.
-
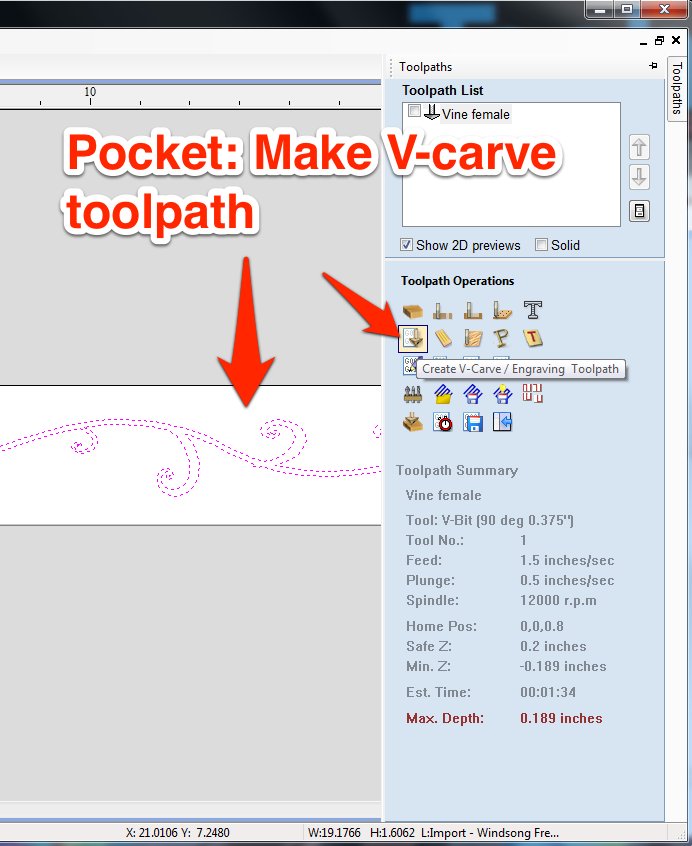
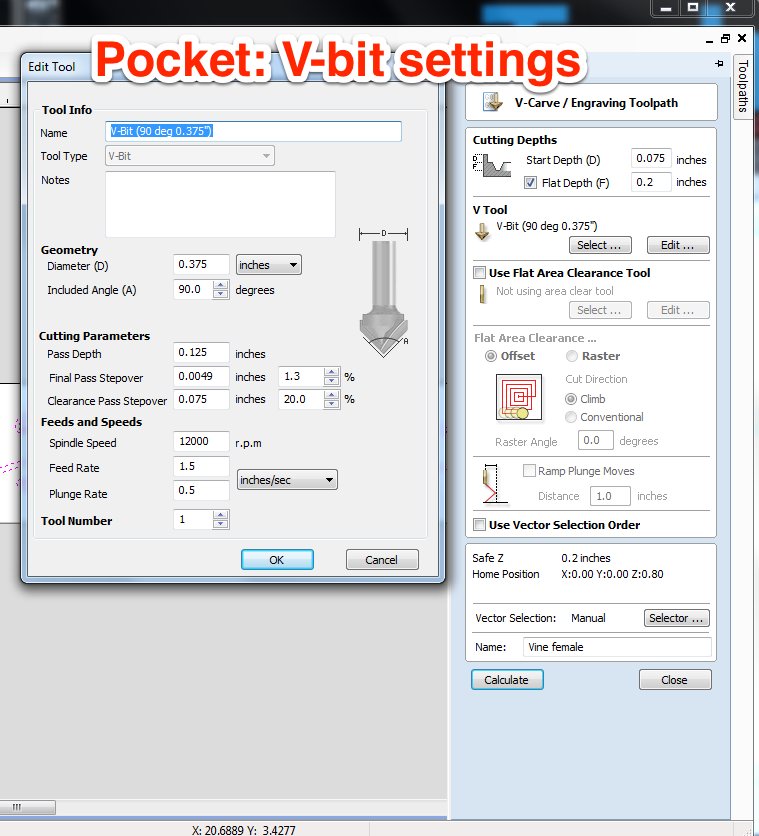
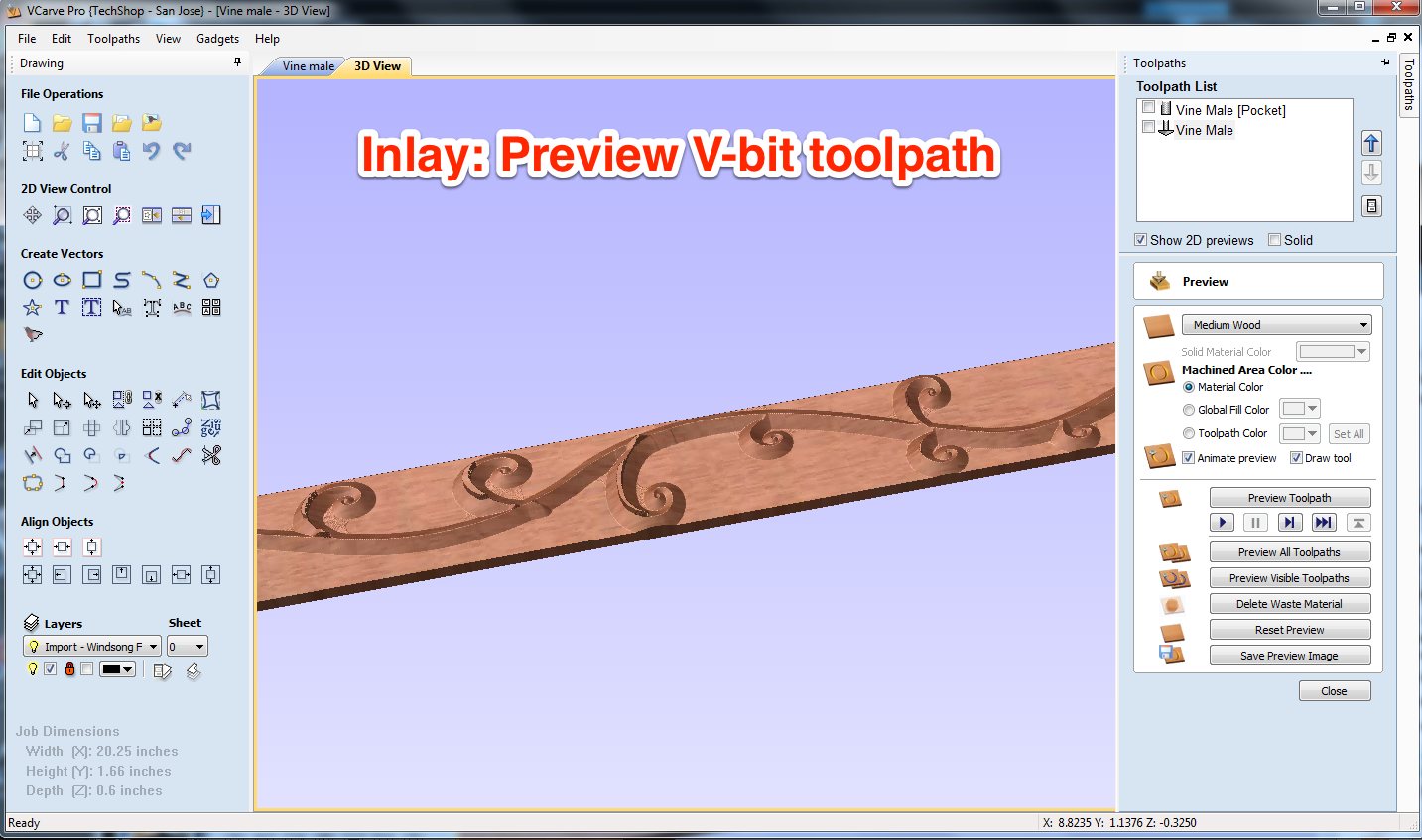
In the righthand menu, create a new V-carve tool-path. My settings are below
- Start depth: 0.075 inches
- Flat depth: 0.2 inches
- V-tool: 0.375" 90 degree V-bit, 12,000 RPM, 1.5 inches / second feed rate, 0.5 inches / second plunge rate, 0.125 inch pass depth
- Do not use flat area clearance tool
- Pass depth: 0.125"
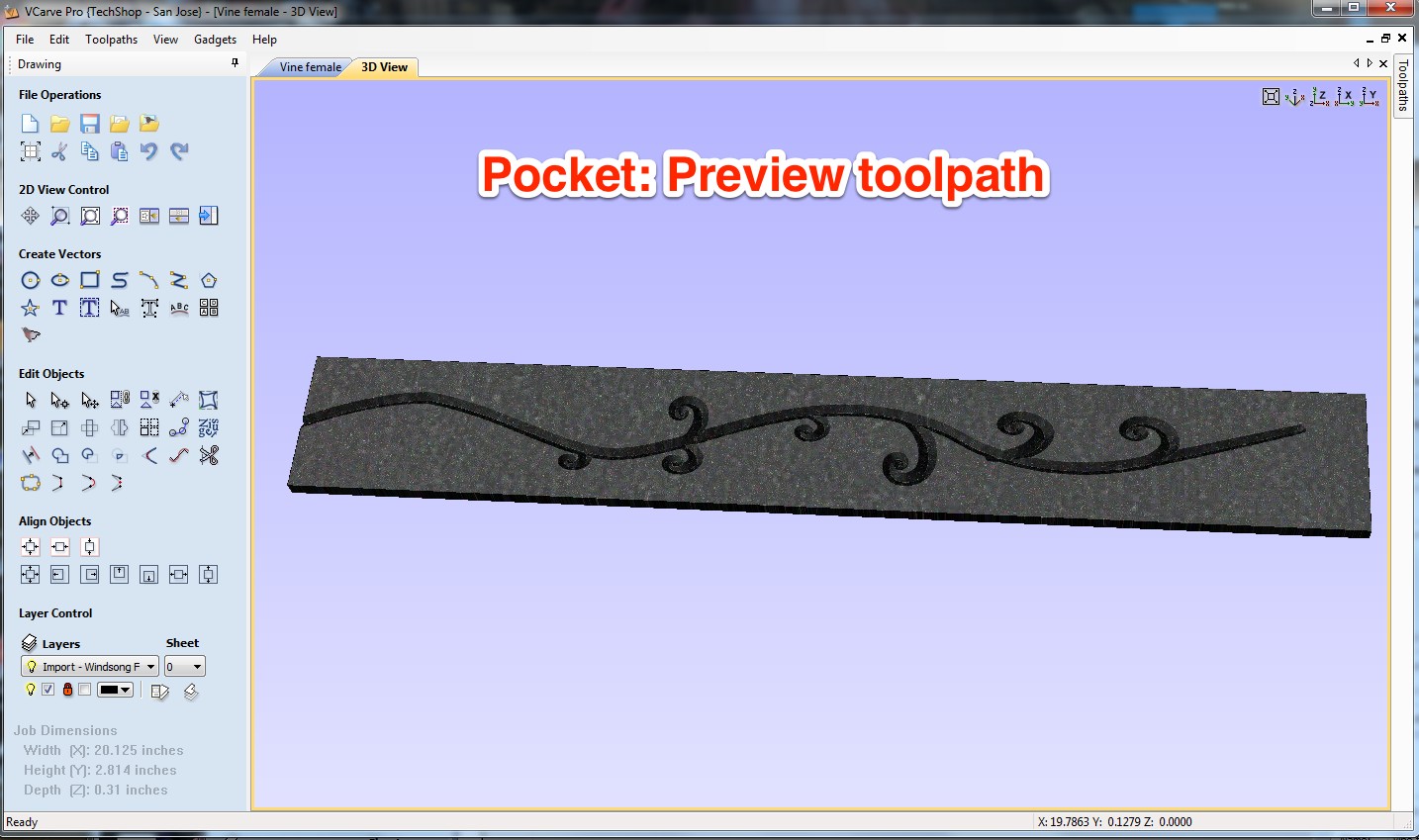
- Preview the results. If they are correct, then export the G-code
Making the inlay
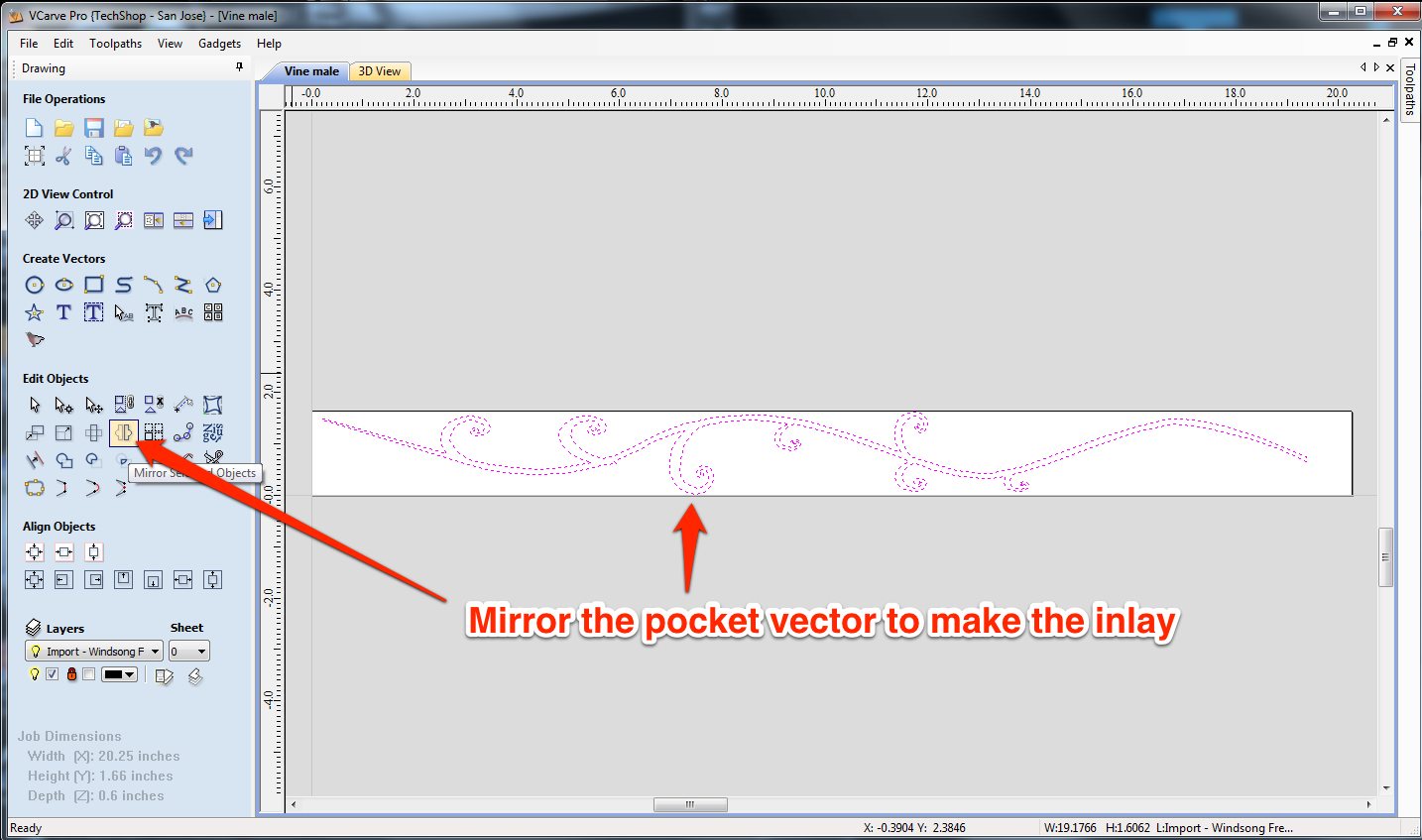
- To make the inlay, we need to use a mirror image of the pocket tool-path. But first, we need to make a new file. Either start a brand new file and cut-paste the pocket vector, or use "save as" to make a new file.
- Set up the new material dimensions, based on the inlay blank material instead of the fretboard.
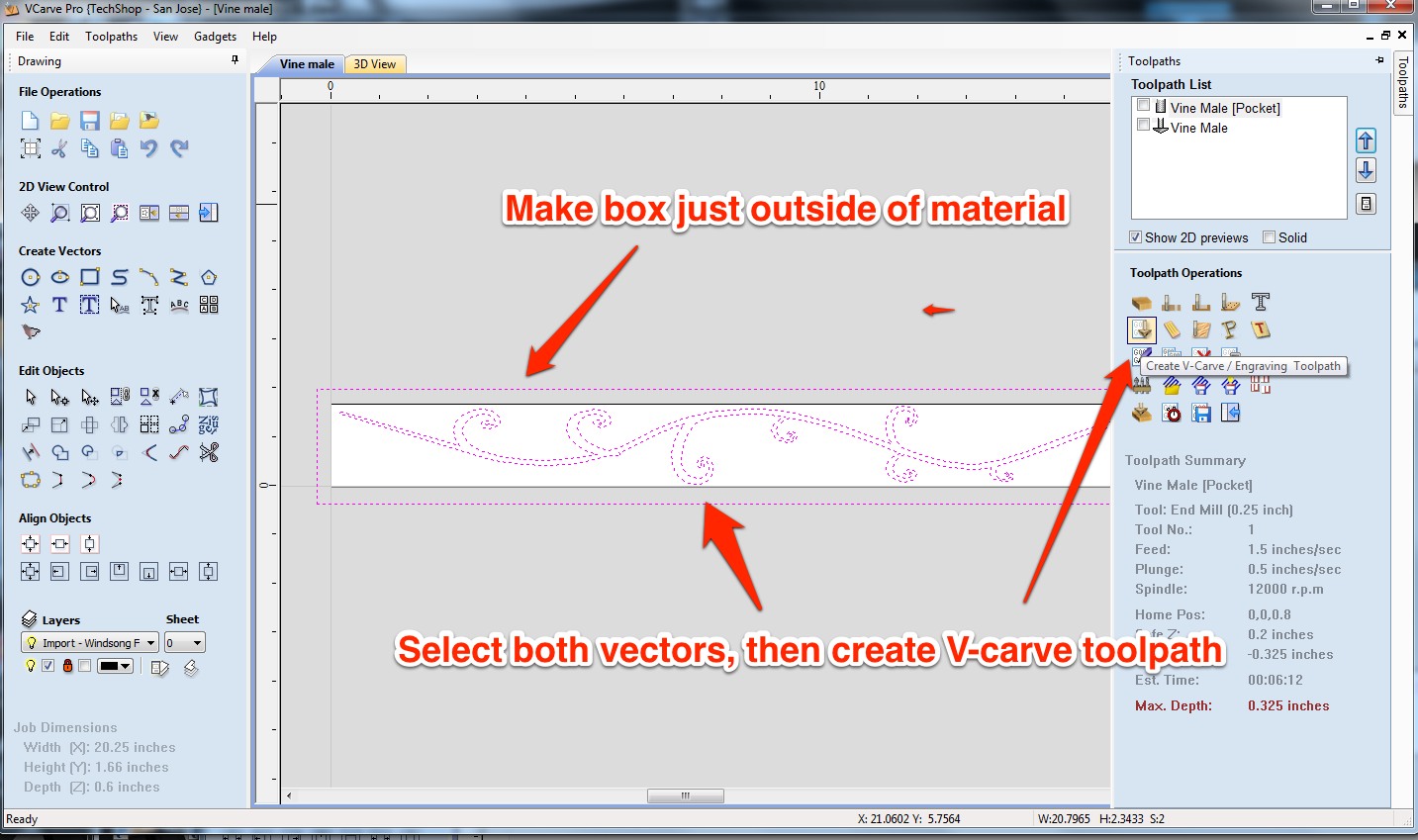
- Next, use the "mirror selected objects" tool to flip the image
- Draw a box around the inlay, and better yet around the whole piece of material. This box will be used as a guide for cutting away everything on the material EXCEPT the inlay piece
-
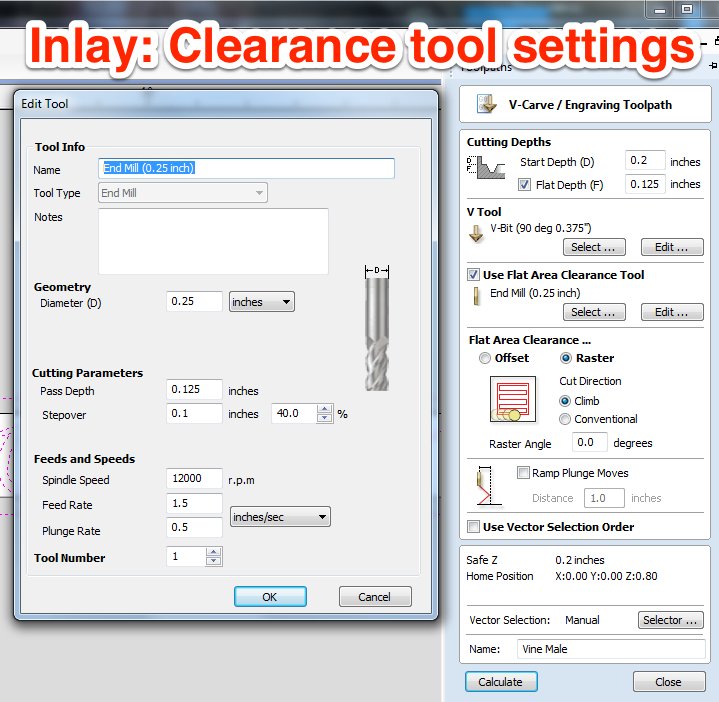
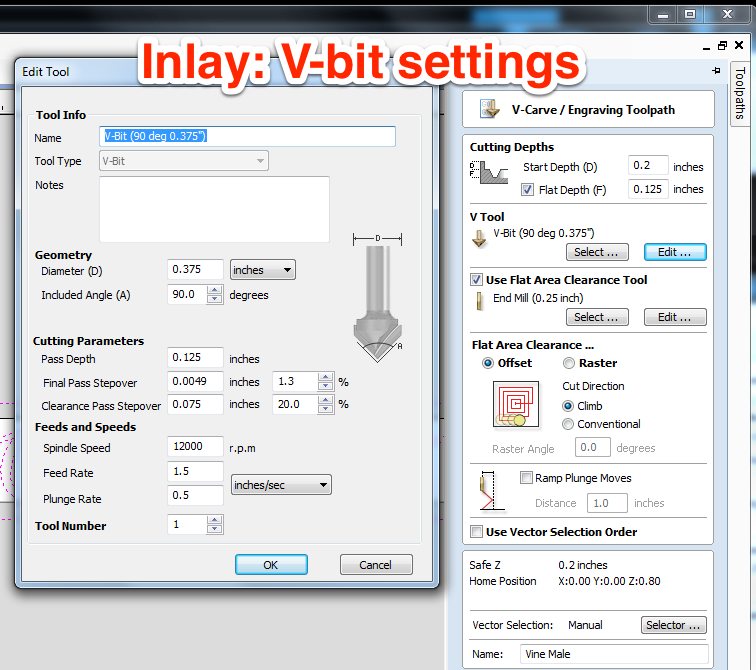
Select BOTH the inlay and the bounding box, and make a NEW inlay tool-path. My settings are below
- Start depth: 0.2 inches
- Flat depth: 0.125 inches
- V-tool: V-tool: 0.375" 90 degree V-bit, 12,000 RPM, 1.5 inches / second feed rate, 0.5 inches / second plunge rate, 0.125 inch pass depth. Raster mode, climb cut.
- Flat area clearance tool: 0.25" end mill - 12000 RPM, 1.5 inches / second feed rate, 0.5 inches / second plunge rate, 40% step-over, 0.125 inch pass depth.
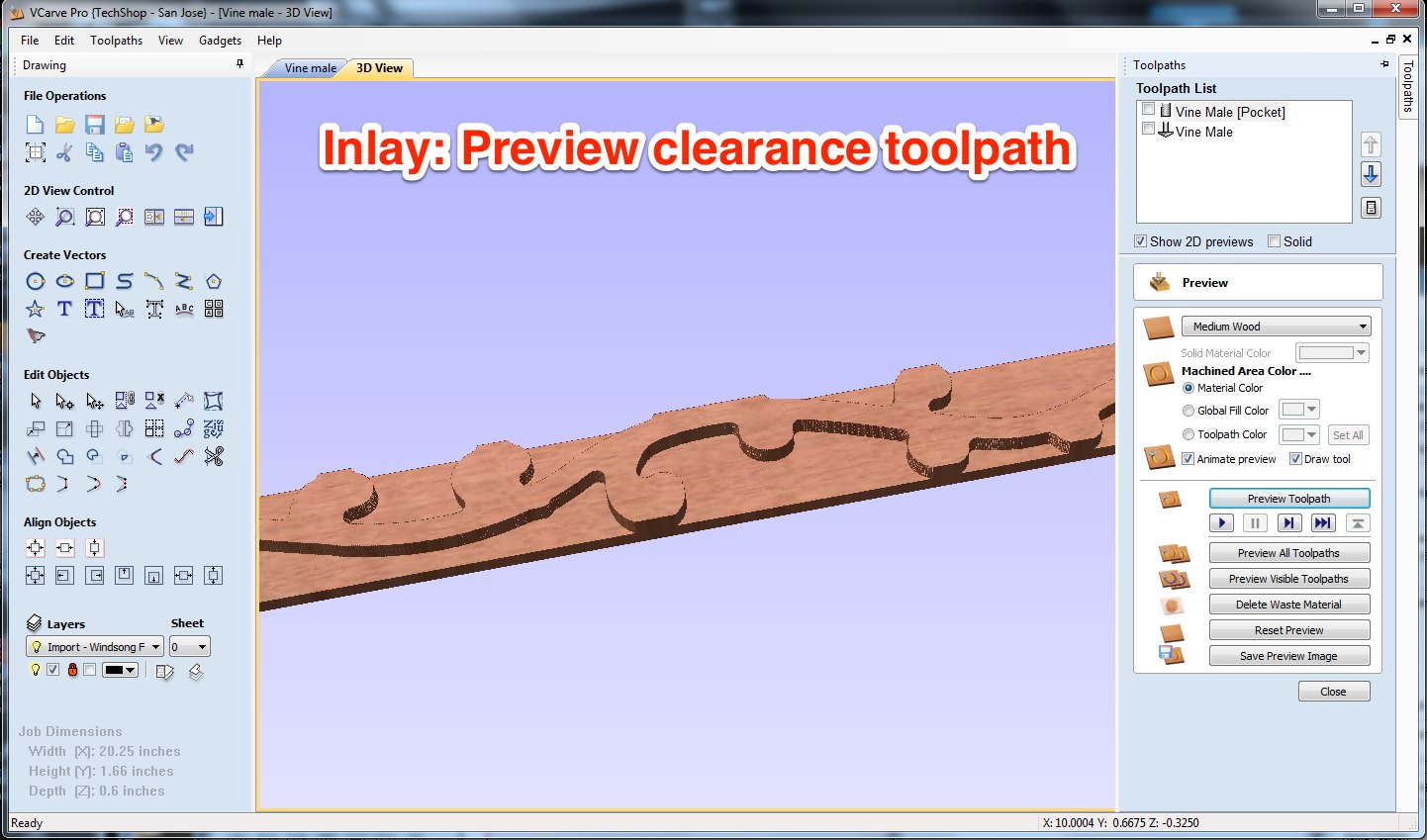
- Preview the tool-path. Instead of cutting a pocket, the clearance tool should cut out the basic shape of the inlay, and remove the extra material, while the V-tool should come after and carve all the details of the inlay
Notes
- It is possible to cut the entire inlay using only the V-tool and no flat area clearance tool. But since the diameter of the v-bit is so small at the top, the program estimated it would take almost an hour to machine the inlay, as opposed to ~15 minutes using the end-mill to clear away extra material.
- Pay attention to the preview, make sure ALL the extra wood is being cut away. My actual inlay cut fine, but in my test I didn't make the outside box large enough, and so some extra material was left on the blank.
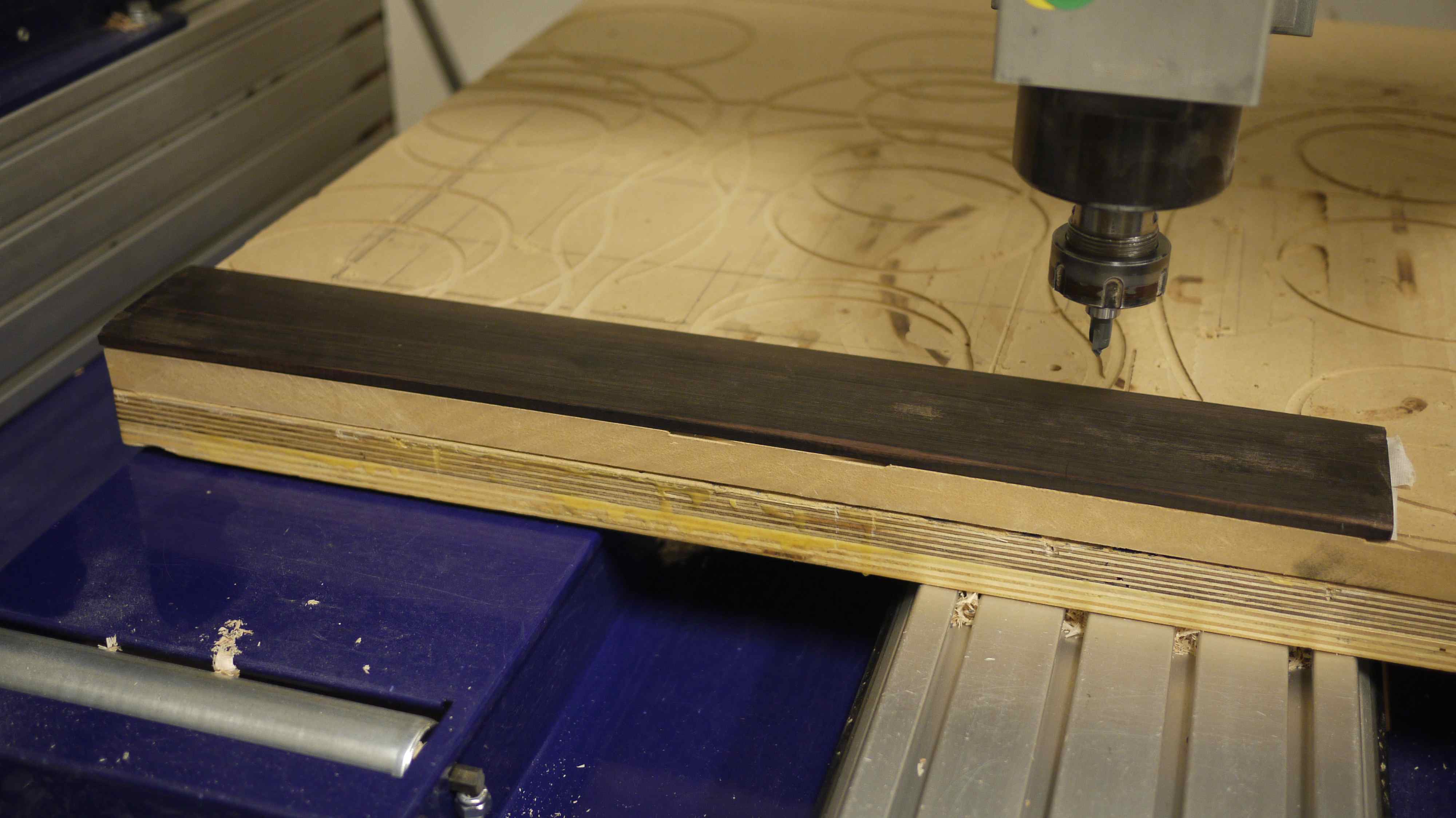
ShopBot Cutting and Work Holding



Before cutting my real fretboard, I did a complete test run with some scrap walnut and maple. The pocket test went perfectly, but there was a problem with the inlay blank test. At first, I tried holding both of them with double stick tape - this held up just fine while cutting the pocket, but when cutting the inlay blank the wood got picked up and thrown clear off the machine.
This is because unfortunately the V-inlay toolpath does not allow the pass depth for the V-carve bit and the large area clearance tool to be set independently - the clearance tool cuts at the same depth as the V-bit, but generates a lot more force on the wood. Shrinking the cut depth could reduce the forces, but then I might lose some detail in the inlay.
So I kept the settings the same, but switched to a different work holding method, described below.
This is because unfortunately the V-inlay toolpath does not allow the pass depth for the V-carve bit and the large area clearance tool to be set independently - the clearance tool cuts at the same depth as the V-bit, but generates a lot more force on the wood. Shrinking the cut depth could reduce the forces, but then I might lose some detail in the inlay.
So I kept the settings the same, but switched to a different work holding method, described below.
Making the inlay
-
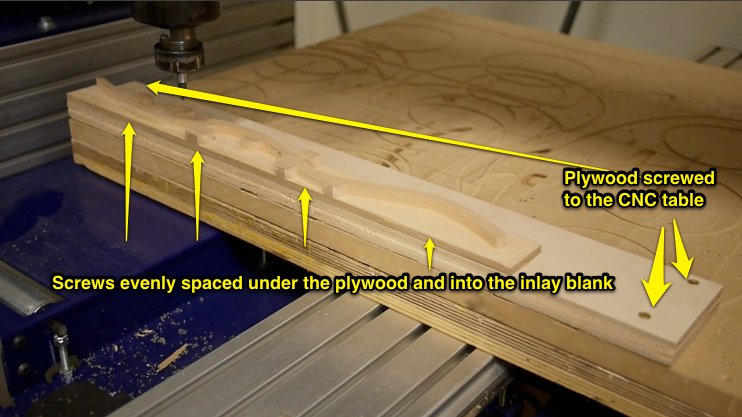
In light of my test-run failure, I decided to use screws to mount my inlay blanks instead of double stick tape. I used a piece of plywood as a stable base, and screwed brass screws every few inches through the plywood into the underside of the maple. Then, when the maple was firmly attached to the plywood, I screwed the plywood to the ShopBot table.
- Usually it's possible to screw the work directly to the table - but in my case the entire length of the piece was being cut by one of the bits, so there was no safe place to put screws coming from the top.
- If using this method, use screws that are JUST long enough to secure the piece. Most of the under material will be cut away in the next step, but you don't want screw holes right through the middle of the inlay.
- First, I used the clearance tool to cut away most of the material. I used a 1/4" end mill as my clearance tool - I put it in the chuck, zeroed the spindle, and did an air pass to check that everything was aligned correctly. Then I ran the first inlay file.
- After the clearance tool finished I took it out and switched to the V-bit, then loaded up the second inlay file. You need to reset the Z-zero after changing the bits, but there's no need to reset the edge. Even if the edge was off when cutting the clearance file, you'll want it to be consistent. Run the file
- After the cut is finished, take the inlay blank off and switch to the fretboard blank to make the pocket.
Making the pocket
- I mounted the fretboard blank to the ShopBot bed with double stick carpet tape. There is not a lot of force on the work when cutting the inlay pockets, so this was more than enough to secure it.
- I put the V-bit in the chuck, and zeroed the spindle on the edge. Even without an edge-finder, the V-bit is easy to zero on the corner, since it comes to such a sharp point. Still, do an air pass afterwards to make sure everything is aligned correctly.
- Set Z-zero off the TOP of the part. If you usually set Z-zero off the Shopbot bed (bottom of the part), make sure to double check yourself here. Setting the Z-zero wrong could make the machine cut much deeper than intended, even plunging into the machine bed.
- Cut the part. This part took less than 2 minutes for my design, but even complex designs should go quickly.
- Remove the fretboard from the machine
Glue Parts Together
.jpg)




Gluing the inlay
- Test fit the two pieces together. They should fit together very tightly, and you shouldn't even be able to wiggle them when pressed together. If you have any doubts, examine the inside of the pocket and sides of the inlay for any splinters or debris - lightly pare away any excess wood with a chisel, knife or sandpaper, being careful not to remove any of the actual inlay.
- When the parts fit together nicely, rub the inlay thoroughly with glue or other adhesive (I used 5 minute epoxy - I couldn't wait) and insert it into the pocket. Then clamp it. Use clamps with a wide surface area, or many small clamps spaced evenly across the inlay to ensure very even pressure. In my case, I used some VERY heavy lead weights from the Techshop waterjet machine.
- When the glue dries, go to the planer and start scraping away the extra material. When the shape of the inlay starts to appear, take shallow passes until the inlay is flush with the top of the fret board. Keep in mind, since the inlay is V-shaped, further planing or sanding down will reduce the thickness and alter the shape of the inlay.
Install
After making this inlay, I wanted to make a second inlay on top of it. Unfortunately, the ShopBot broke down for a while and I couldn't make the same type of inlay. I chose to try using the laser cutter to make a pocket and filling it with a "liquid inlay" instead, a process described in my other instructable "Liquid inlaid, laser cut headstock." On my fretboard this had mixed results - the inlay pocket was very sharp, but the color didn't come out quite like I wanted. Oh well, all part of the learning process.
After all the inlay work is done, cut the fretboard to rough size to fit the guitar neck and avoid covering the soundhole, then glue it in place. I glued it to the top of my carbon fiber neck and soundboard using 5 minute epoxy. Make sure to clamp it very evenly, and don't forget to clamp the soundboard end. I just managed to get a C-clamp through my sound-hole to secure the end of the fretboard.